
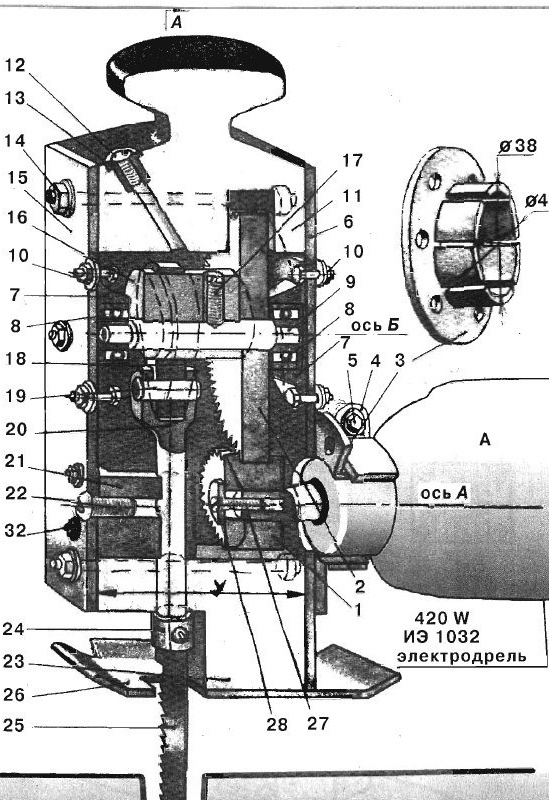
Fig. 1. Håndkrydsav.
Det bringes i indgreb med det drevne gear 2, hvorefter hele konverteren trækkes sammen med en bolt 5 på borehalsen med en klemme 4. Rotation fra spindlen gennem tandhjulene 7 og 2 overføres til den excentriske 16, hvorpå den svingende arm sidder frit ørering 18. Den konverterer også rotationsbevægelsen af den excentriske 16 til den frem- og tilbagegående bevægelse af arbejdsstangen 20. Øreringe er forbundet med stangen med en finger 19. Den frem- og tilbagegående bevægelse af stangen finder sted langs styret 21. En sav 25 er fastgjort ved den nedre ende af stangen, der kun fungerer i spænding. Derfor rettes savens tænder opad.
Før du begynder at fremstille konverteren, skal du kigge efter et par tandhjul. Mest sandsynligt finder du det rigtige par i gamle apparater, gear, gearkasser. Rattedrevet 1's diameter må ikke overstige diameteren af borets hals. Dette er nødvendigt, så gearet frit går ind i hullet i lejeflangen 3. Det vil være bedre, hvis bredden af tandhjulet er mindst 20 mm, hvilket vil sikre pålideligt indgreb med det drevne gear, da den første landing på keglen er forbundet med store langsgående forskydninger. Højden på tandhjulene på tandhjulene skal være 3-4 mm for at sikre deres bedste indgreb, idet der tages hensyn til unøjagtigheder ved montering, boring under bolte, løs pasning på en bore og fastspænding med en klemme. For at reducere antallet af frem- og tilbagegående bevægelser af stangen 20 og øge skærekraften, skal gearforholdet tages lig med tre. Gearforholdet bestemmes af forholdet mellem antallet af tænder i det drevne gear og antallet af geartænder.
Et matchet par tandhjul bestemmer de oprindelige dimensioner af hele konverteren. Om nødvendigt skal deres indvendige huller tilpasses til borekeglen og akslen 9. Hvis gearhullernes diametre er mindre end kegle- og akselens diametre, bliver du nødt til at bore dem på en drejebænk. Hvis diametrene er større, er det nødvendigt at slibe adapterhylserne (de er ikke angivet på tegningen). Når du er færdig med det arbejde, der er forbundet med justeringen af gear, skal du fortsætte med at tegne på grafpapir hele strukturen som en helhed. En yderligere beregnet værdi er sagens slag. Det kan tages lig med 10-14 mm.Derfor kender du afstanden mellem akserne A, B og C samt dimensionerne på det excentriske 16. Når du har trukket eksentrikeren på skaftet 9, bestemmer du diameteren af hullet i øreringen 18, der svinger på den excentriske, dimensionerne på stangen 20 og styret 21. Det skal bemærkes, at disse dele fungerer med glidende friktion. Derfor er det nødvendigt at vælge emner fra forskellige metaller som stål og bronze, stål og messing til deres fremstilling. I henhold til tegningen kan du bedre se, hvilket par kuglelejer du skal vælge 8. Den indre diameter på lejerne skal ikke overstige 10 mm. Ved hjælp af deres ydre diameter bestemmes flangernes dimensioner 7. Efter at alle dimensioner er blevet afklaret, fortsæt med at fremstille konverteringens dele. De fleste af dem er tændt for en drejebænk. Fra egebjælker, udelukkende ved hjælp af snekkerbjælker, skæres de øverste 11 og nederste 23 dele af sagen. Vær særlig opmærksom på endeplanernes parallelitet og ligheden mellem størrelserne X og Y (se fig. 1 og 2).
[/ center]
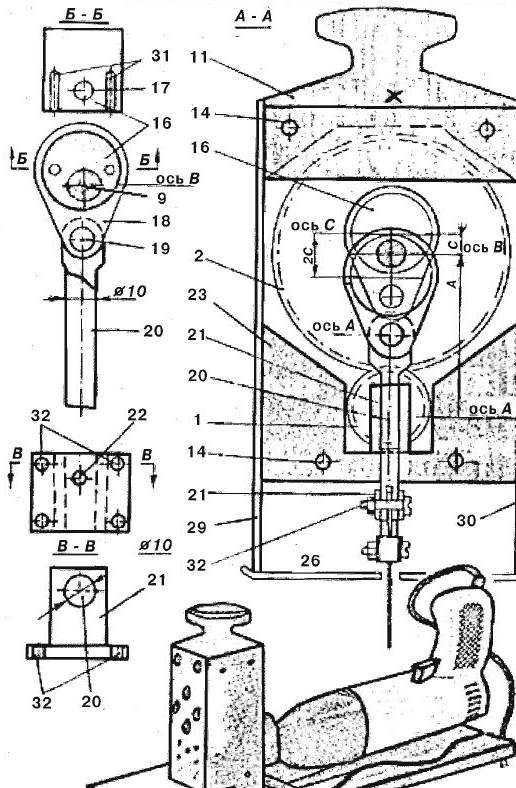
Fig. 2. Håndkrydsav.
Disse dimensioner sikrer monteringsnøjagtighed og maskinernes pålidelighed. Overtræk de indre overflader af stængerne med epoxyharpiks eller olieresistent lak. Justér den excentriske 16 med gearet 2 på den fælles aksel 9, og bor to huller til fastgørelsestapperne 31. Når du har trykket dem ind i det excentriske legeme, skal du åbne tappene på gearet. Bor derefter et hul, og skær tråden til fastgørelsestappen 17. Efter omhyggelig markering, bor man huller på boremaskinen på øreringen 18 og stilken 20, og vær opmærksom på paralleliteten mellem akserne på akslen 9 og stiften 19, hullet i øreringen er blind og har en glidning, der passer ind i stangen. Så styret ud af stålbåndet med en båndsav, bor huller i den til monteringsboltene og stangen. Stamhullet skal bearbejdes med en reamer. Fra ark duralumin med en tykkelse på 3-4 mm, skæres dækslerne, højre 29 og venstre 30, bageste 6 og front 15 samt støttepladen 26. Fold de forreste og bagerste dæksler sammen, klem med en klemme og bor huller til båndboltene 14, fastgør bolte på flangerne 10 og hullet til skruen på styrets nippel 22. Når du er færdig med alle handlinger, skal du fortsætte til samlingen af maskinen. Skruer og skiver, der ikke er angivet i teksten, men som er angivet i figuren med numrene 12, 13, 24, 27, 28, 32, er taget som færdige som standard.