

Strøm (netværk) transformere i strømforsyningsenhederne på enheder bruges mindre og mindre, og der er grunde til dette - pulsomformere er meget mere kompakte, har mange højere egenskaber. I nogle tilfælde foretrækkes imidlertid en lavfrekvent transformator i lærebogen.
Transformatorens hovedparametre bestemmes under dens beregning, et antal egenskaber påvirkes også af materialevalget. Imprægnering af transformeren med lak gør det muligt at bruge billige (inklusive brugte) materialer for at forbedre situationen. Lakken inde i spolerne bidrager til deres bedre afkøling (især gælder toroidformede transformatorer), helbreder de fleste af mikrodefekterne i lakisolering af viklingstråden (især når der bruges gamle eller brugte ledninger), fastgør trådens spoler i spolerne, hvilket ikke tillader magnetostriktiv virkning at klemme med løs vikling og ikke-låsende mellemlagsisolering. Øger styrken og overlevelsesevnen ved isolering. Generelt øger imprægnering transformerens pålidelighed, reducerer brummen meget, især med ikke tilstrækkelig omhyggelig vikling og valg af tunge driftsmidler. Forbedrer "klimatisk ændring".
Det skal huskes, at imprægnering af en transformer markant øger sin distribuerede inter-turn kapacitans, dette forværrer (ændrer) frekvensresponsen (amplitude-frekvensegenskab) for signaltransformatorer. For eksempel bruges ikke imprægnering af outputtransformatorer (rør) til stationære lydforstærkere. Det fører til en blokering af frekvensresponsen ved høje frekvenser.
Hvad var nødvendigt for arbejde.
Værktøjer, materialer.
Hjemmelavet vakuumkammer, lak til imprægnering, emballering, tørreskab (du kan gøre med elektriske komfurer), et sæt mellemstore bænkværktøjer til samling af en transformer, et sæt værktøjer til elektrisk installation (kontrol af driften af en færdig transformer).
Lad os komme i gang.
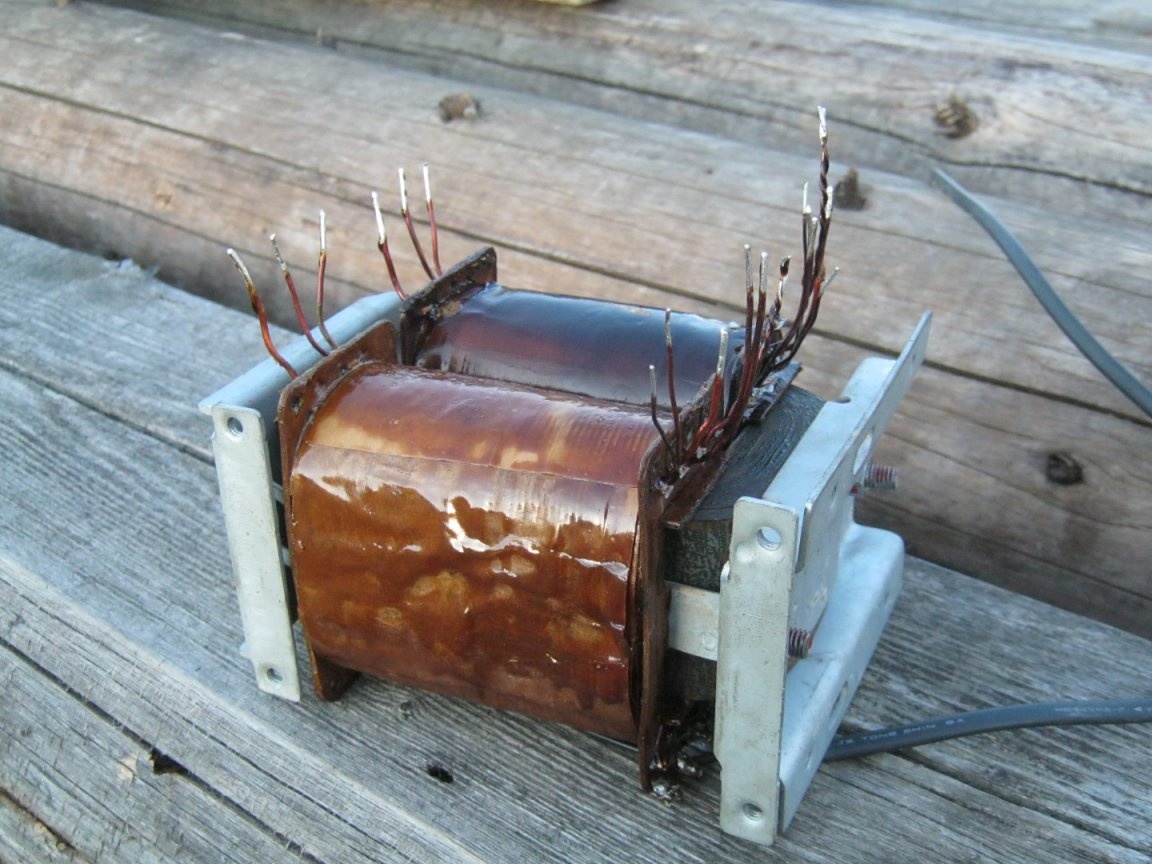
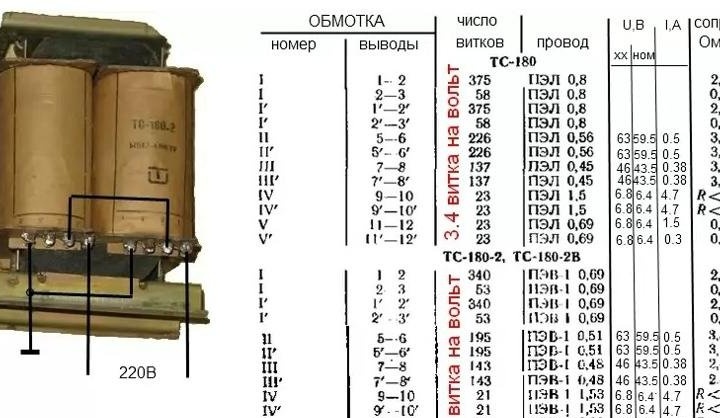
Emne - en transformer til en laboratoriekraftforsyningsenhed baseret på TS-180-2. Dette er en god (trods en let forøget induktion i kernen og strømtætheden i ledningerne), en pålidelig og praktisk transformer, der bruges i rør-tv'ere. De primære viklinger og den elektrostatiske skærm er tilbage i deres oprindelige form, de sekundære viklinger tælles og spoles tilbage.Hoveddataene for transformeren TS-180-2 er sammenfattet i tabellen.
Det var nødvendigt at vikle flere lavspændingsviklinger, de almindelige højspændingsviklinger (mange omdrejninger, mange lag) blev fjernet. Brugte gratis almindelige pakninger mellem lag af tykt papir. Antallet af drejninger til nye viklinger var lille, en ledning med betydelig diameter - viklingen blev udført manuelt uden brug af specielle mekanismer.
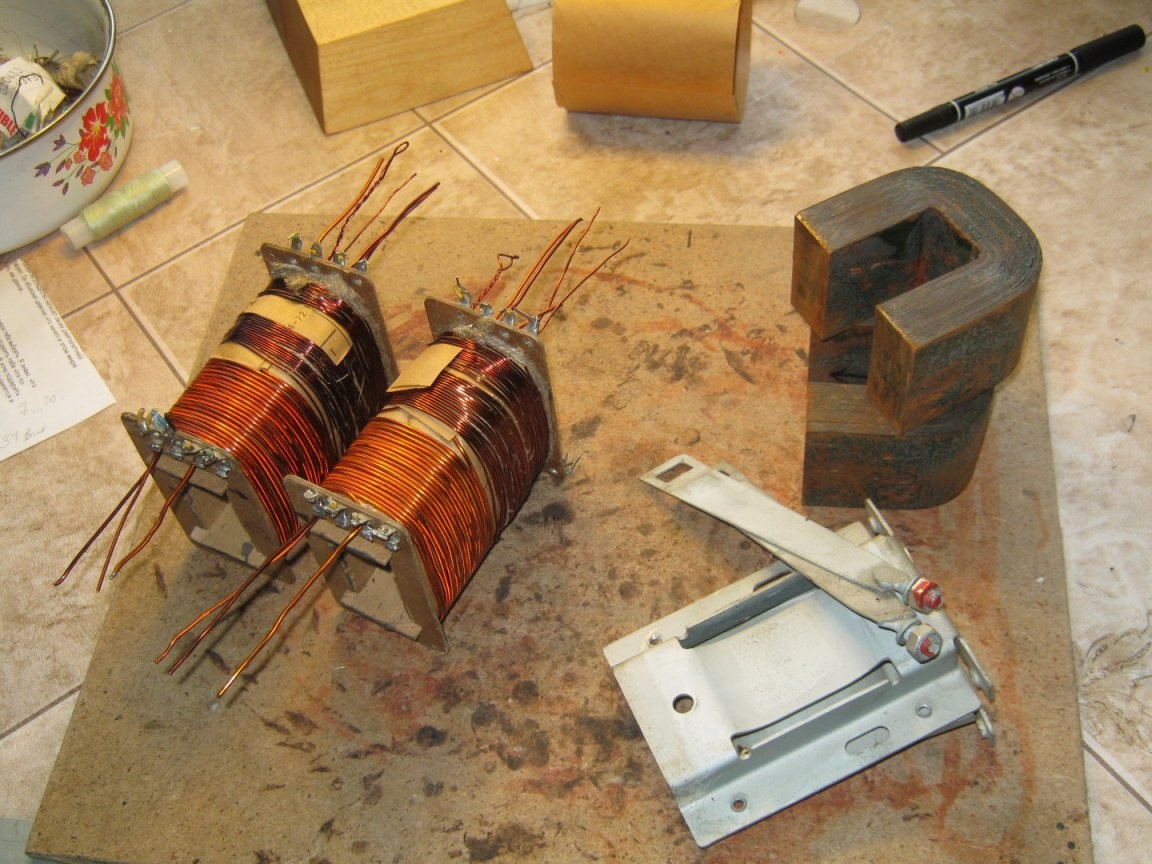
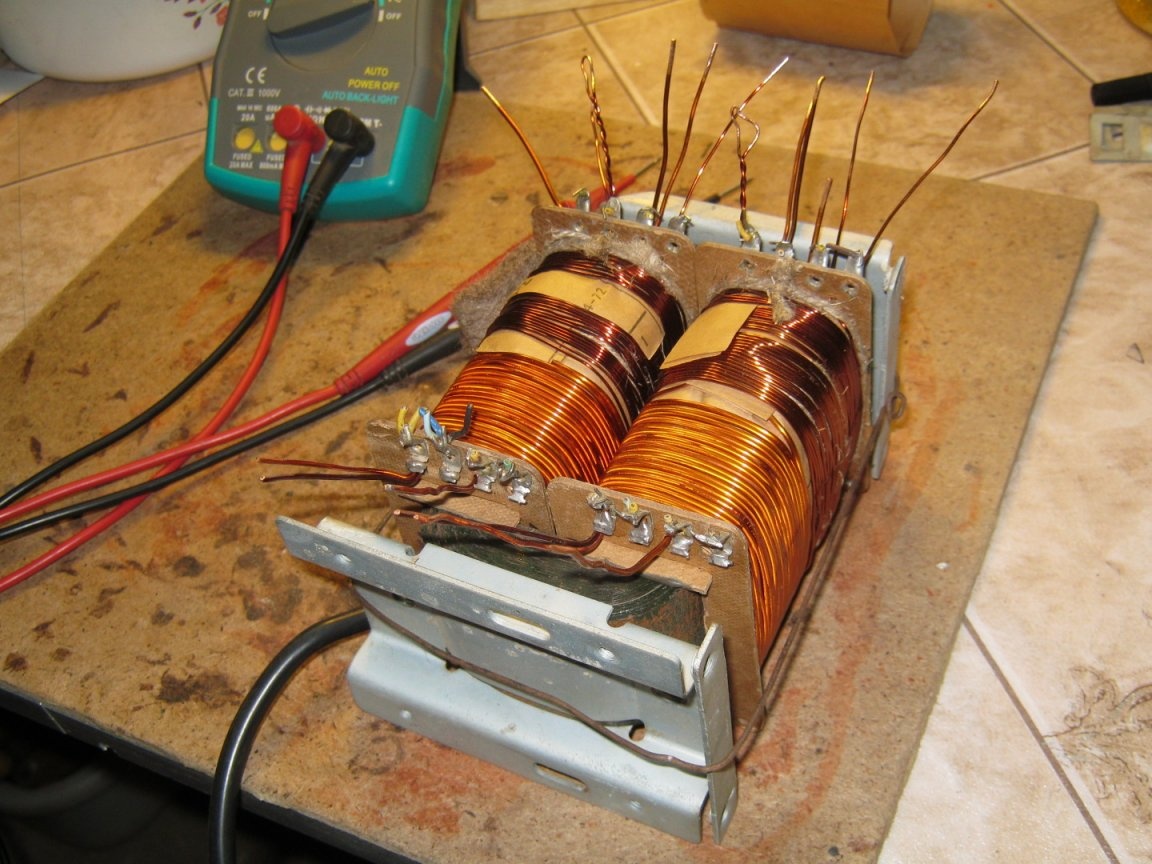
For at kontrollere, at viklingen var korrekt, blev transformeren samlet “på en strømførende tråd”. Halvdelene af kernen trækkes sammen ved hjælp af ledning, enderne af de viklede ledninger er fjernet af lakisolering. En multimeter fandt konklusionerne for hver af viklingerne, en testindeslutning målte spændingen uden belastning. Bestil. Der er spændinger, de er inden for normale grænser.
Transformatoren blev demonteret, på spoler lavede den det øverste “dekorative” lag af papirisolering.
Jeg prøvede spolen på et vakuumkammer fra en standard afskåret 0,75 liter dåse. Som digteren sagde med savsmuld i hovedet, kommer han ind og går ud.


Processen kræver opvarmning og tørring ved forhøjede temperaturer. Brugt til disse formål en gammel husovn. Ingen temperaturregulatorer er beregnet til dets design, det var nødvendigt at tænde og slukke manuelt. Ved hyppig brug er en sådan enhed bedre udstyret med en simpel termostat. Det er ikke nødvendigt at have en ovn til rådighed, den relativt lille størrelse på spolen giver dig mulighed for at komme forbi med en slags surrogat. For eksempel brugte forfatteren, da han var i skolen, en stor dåse, der var placeret på en elektrisk komfur (evnen til at lægge den i friluft). Så at spolerne ikke brænder, blev der hældt sand på bunden af dåsen, fragmenter af keramiske fliser blev lagt. Et stykke dåse af banken var dækket ovenfra.
Her blev der også hældt et lag tørt sand under spolen (for at absorbere den lækkede lak), og flere flade sten blev lagt (for ikke at spildes spolen i sandet).

Der er selvfølgelig særlige imprægneringslakker, der giver højere karakteristika, men med de sædvanlige ikke-militær-rum-tropiske krav til transformeren fungerer lakker på en alkyd-, urethan- eller glyphthalbase fra den nærmeste bygningsbutik med succes. Den beskrevne teknologi er til dem. Den alkoholiske lak med shellak er også meget praktisk til imprægnering og på grund af dens lave viskositet imprægnerer papir godt og fastgør spoler af spoler. Det er især godt til spoler med tynd tråd. Desværre er denne lak i øjeblikket meget sjælden og dyr.
I det beskrevne eksperiment blev alkyd-urethan "yacht" -laker anvendt. Til min rådighed var en lak med et pigment (tonet). Dette er slet ikke nødvendigt (brugt det eksisterende), og hvis du køber en særlig lak til imprægnering, er det bedre at vælge en almindelig gennemsigtig.

Lakk er en temmelig tyktflydende ting, det vil være tilbageholdende med at kravle ind i flaskehalse. Reducer viskositeten ved at fortynde med et passende opløsningsmiddel eller (bedre) ved opvarmning. Det er bedst at varme lakken i et vandbad på en elektrisk (uden åben ild!) Komfur. Det er endnu bedre og mere praktisk at opvarme varmt vand separat (tag det fra vandforsyningen) og placere en krukke lak i det.
Spolen med tråden er meget koldere end lakken. Den har en betydelig masse og har en udviklet (indvendig) overflade - den opvarmede lak vil hurtigt afkøles. Det anbefales også stærkt at forvarme spolen til 70-80 grader. Det er praktisk at varme i den samme ovnstørrer, sådan en temperatur ved berøring - "hånden tolererer ikke længere." Spolen skal opvarmes så fuldstændigt som muligt. Det tager tid.


Efter at have afsluttet alle forberedende operationer (opvarmning af spolen og lak) fortsætter vi direkte til imprægnering. Alt er åbenlyst her - vi lægger spolen i en beholder, fylder den med lak med hovedet, venter fem minutter (lakken vil opsuge og kravle, hvor den kan), tilføje lak og lukke kammerlåget. Vi pumper ud så meget som muligt luft. I dette tilfælde kan overfladen på lakken skumme (dette er luftbobler, der kommer ud af spolen), så det er bedre at pumpe dele ud og lade skummet sætte sig. Ved utilstrækkelig opvarmning (lav lakmobilitet) kan processen tage et stykke tid, så det pumpede kar skal også opvarmes.Den nemmeste måde at gøre dette på er ved at placere det i varmt vand.

Endelig, når den maksimalt tilladte vakuumkammerkonstruktion er opnået, og nye luftbobler ikke kommer ud af spolen, kan imprægnering betragtes som komplet. Luft ledes ind i kammeret, spolen fjernes fra lakken. Lad det flyde lidt, og anbring det i et opvarmet tørrekammer. En del af lakken fra spolen flyder uundgåeligt, derfor er det nyttigt at lave tilbagefyldning med tørt sand under spolen. En god indikator for processen er farven på spolens ydre papirindpakning og den fordampende flygtige del af lakken. Farven skal ikke være for mørk, forbrændt, selvom dette skete. Normalt blev en lysebrun, brun nuance betragtet som et tilfredsstillende resultat. Under tørreprocessen er det bedre at dreje spolen flere gange rundt om aksen. Værktøjer til dette skal udarbejdes på forhånd.
Fordampning af flygtige stoffer fra lak er, som praksis viser, den vigtigste indikator. Så længe lakken er i sin oprindelige form i spolen, fordampes opløsningsmiddel og flygtige fraktioner. Det ligner hvid røg med en karakteristisk lugt. Det skiller sig ud ganske intensivt, så processen er ikke tilladt, udføres indendørs. Medmindre i en god røghætte. Når røg er ophørt med at blive udsendt, kan tørringen stoppes. Det skal huskes, at lakken inde i spolen ikke er hærdet. Det er en blødgjort (temperatur) tæt masse. Derfor er det ikke værd at ryste og trække en varm spole. Det skal omhyggeligt, uden at flytte ledningerne, fjernes fra ovnen og anbringes ved siden af det (ved stuetemperatur) for at afkøle.


Efter afkøling skal spolerne absolut ikke have nogen lugt af lak, og eksterne brændte pletter er også uønskede.
De hærdede lakpuds fjernes med en kniv, kontaktbladene renses, tunnelen til kernen er omhyggeligt nivelleret. Transformatorledningerne justeres, deres tilknytning bestemmes. Deres integritet kontrolleres. Konklusionerne forkortes til arbejdslængde, strippet, revet.


Transformatoren er samlet, særlig opmærksomhed rettes mod kerneenheden. Alle plader skal presses tæt, den snoede delte kerne skal ikke have delaminering. Halvdelene af dens kerne skal sammenpresses tæt. Ikke-tilladt (raking fra tunnels vægge med for tæt pasform) affald mellem komprimerbare overflader er ikke tilladt. Når man monterer en transformer med en stablet kerne, for at minimere afstanden mellem pladerne, presses kernen fra enderne i en skruestik gennem en gummipakning.
Det er meget godt, hvis dimensionerne på vakuumkammeret giver dig mulighed for at placere hele transformatorenheden. Dette giver mulighed for at opnå gode resultater med relativt enkle midler, skønt en sådan transformer er fuldstændigt frataget vedligeholdelsesevnen.

Babay Mazay, maj, 2019