


En udstødningshætte samler og fjerner forurenet luft fra det ønskede sted. Dette kan være intensiv regelmæssig lodning (for eksempel farvet glas), opstart af eksperimenter med flygtige og giftige kemikalier og opbevaring af dem, svejsning af metaller, anvendelse af højtemperaturovne. Det er obligatorisk at bruge en hætte (paraply) til glasblæsearbejde (brænder).
I det følgende beskrives fremstillingen af en udstødningshætte til en glasblæser hjem værksted. En udstødningshætte er lavet af enkle og almindelige materialer uden brug af specialudstyr til tinarbejder. Den beskrevne paraply har formen af en skrå tetraederpyramide (den bedste anvendelse af rummet), en scanning for denne form kan konstrueres ved hjælp af beskrivende geometri (på flere måder). For en enklere form - en lige pyramide, kan fejningen beregnes og automatiseret. Paraplyens dimensioner tages åbenlyst med en for stor margin, hvis nødvendigt kan alle nødvendige beregninger af ventilationsudstyr findes i litteraturen. En udstødningshætte er integreret i stativerne og er udstyret med en integreret hjemmelavet portventil, der lukker luftskanalen.
Hvad var nødvendigt for at arbejde.
Værktøjerne
Sæt med bænkeværktøjer, mærkeværktøj, tilpasning til montering af blinde nitter, et kraftigt loddejern med tilbehør og / eller en lille gasbrænder. Elektrisk bor (skruetrækker), vinkelsliber, beskyttelsesbriller og hovedtelefoner, en god forlængerledning. Pensel, opvask.
materialer
Galvaniseret stål 0,5 mm tykt, stålplade 1 mm tykt, flux, lodde, maling, klude.
Paraply design, scanning.
En udstødningshætte var primært beregnet til en glasblæser. I modsætning til de klassiske, er munden meget bredere, og den nederste del af paraplyen vil ikke gennemgå opvarmning, mere sandsynligt er opvarmningen af den øverste del (porten er ikke åben nok eller er helt lukket). Derfor er et noget specifikt design af den øverste del - trækonstruktioner fjernes fra stedet for sandsynlig opvarmning, maling er lavet med varmebestandig maling.
Som allerede nævnt kan en scanning bygges ved hjælp af beskrivende geometri uden nogen "naturlighed", kun på papir eller en skærm, men i mit tilfælde var næsten alt klar til at opbygge en model i fuld størrelse "på jorden". Den nedre omkreds, som paraplyklokken skal fastgøres på, og den øverste til fastgørelse af porten har allerede været.Det forblev at trække en afsætning i naturen og trække fire reb. model det er let at overføre til en tegning og foretage en scanning.


Scanningen er udstyret med kvoter for fastgørelseselementerne til porten og elementerne i trækonstruktionen. Den færdige reamer er delt i to dele - venstre-for-højre-side og separat den bageste, til overførsel til en standard galvaniseret stålplade (hele reameren passede ikke i bredden). De fleste har også kvoter for tilslutning til bagvæggen.

Bøjning uden en speciel bøjemaskine udføres på en hård, jævn (hvis muligt rektangulær) kant. Dette kan være kanten af skrivebordet, arbejdsbænk, installeret specielt tykt bord. Jernstykket langs giblinen presses ovenfra af et bord med en jævn kant (metalhjørne) med to klemmer. Med moderat længde af bøjning og galvaniseret stål med en tykkelse på 0,5 mm er det muligt at opnå et resultat, der er ganske acceptabelt i almindelige tilfælde. Små dele er nemt bøjet mellem to metalhjørner fastgjort i en bænkeskrue.
Han bøjede sit dåse på sengen hjemmelavet drejebænkved at trykke på toppen af et tomt bord. Bøjning bør ikke udføres punktvis (med en kamke på et stykke jern), men gennem en jævn, lang pakning (et stykke bord).


Han bøjede sig i denne rækkefølge - et kronblad til forbindelse til den manglende bagvæg, den nærmeste ribbe. Vendte emnet og gentog sig. På den resulterende ufuldstændige afkortede pyramide, kronbladene bøjet ovenfra og under siderne med en træbjælke med den tilsvarende længde, blev bagvæggen skåret separat. Det var mere praktisk at gøre hendes bøjninger med det samme.

Bagvæggen blev loddet til hoveddelen. Loddet en lille gasbrænder med tin-bly-lodde med en speciel "brænder" -flow fra kobbervandsledninger. Fluxen er en grålig tynd pasta og indeholder partikler af loddemiddel, når overfladerne når den ønskede temperatur, de smelter, og fluxen bliver sølv - tid til at introducere lodde. Fluxen er designet til at arbejde med tin-kobber loddemetode, men fungerer godt med bly. Du kan også bruge andre uorganiske fluxer (organisk forbrænding og sod gør det vanskeligt at lodde), for eksempel "loddesyre" - zinkchlorid. Strukturelodning af store dele kan også udføres med en relativt lav effekt loddemetern, opvarmning af lodningspladsen med en brænderflamme, en bygningshårtørrer, elektriske varmeapparater (jern, elektrisk komfur). Syrefluxer skal vaskes med varmt vand umiddelbart efter afkøling af dele.
Når man lodder relativt store boksede gizmos af tyndt metal, er der et ubehageligt øjeblik - kirtlerne er meget fordrejet fra lokal opvarmning, og godt monterede tynde sømme bliver til grimme, hårde at lodde bølger. Sværhedsgraden kan reduceres betydeligt ved hyppig mekanisk fastgørelse af overfladerne. Her er denne form for fastgørelse lavet af blinde nitter.
Generelt så installationen i stedet for bagvæggen sådan ud - sæt markeringen af bagvæggen på stykke jern, skær den ud. Bøj kronbladene ovenfra og nedenunder, marker nittehullerne på siderne, vip, bor, forsænk huller (fjern burrer). Fastgør bagvæggen til hovedparten af paraplyen, fastgør den. Marker nittens modhull, fjern bagvæggen, markér hullerne i midten af paraplyen, bor, forænk. Stribe lodningspotterne ud med et lille sandpapir, påfør flux og nitte. Lodde, fjern fluxrester.

gate
En separat, temmelig tidskrævende del af designet var porten. Det blev besluttet at udforme det på en måde som en ovnventil - i modsætning til en roterende ventil tillader det lav produktionsnøjagtighed. Materialet var tilgængeligt stålplade 1 mm tyk.Tilslutninger foretages ved lodning.

Efter mærkning udskæres tre hovedflade dele, en firkantet åbning på 150x150 mm i størrelse skæres ud på bunden (til kanalen ø150 mm). Et låg dækkes over portens bund. Låget placeres på stykker af galvaniseret ståltråd med en diameter på 2 mm, tidligere påføres en flux på lodningspladsen.

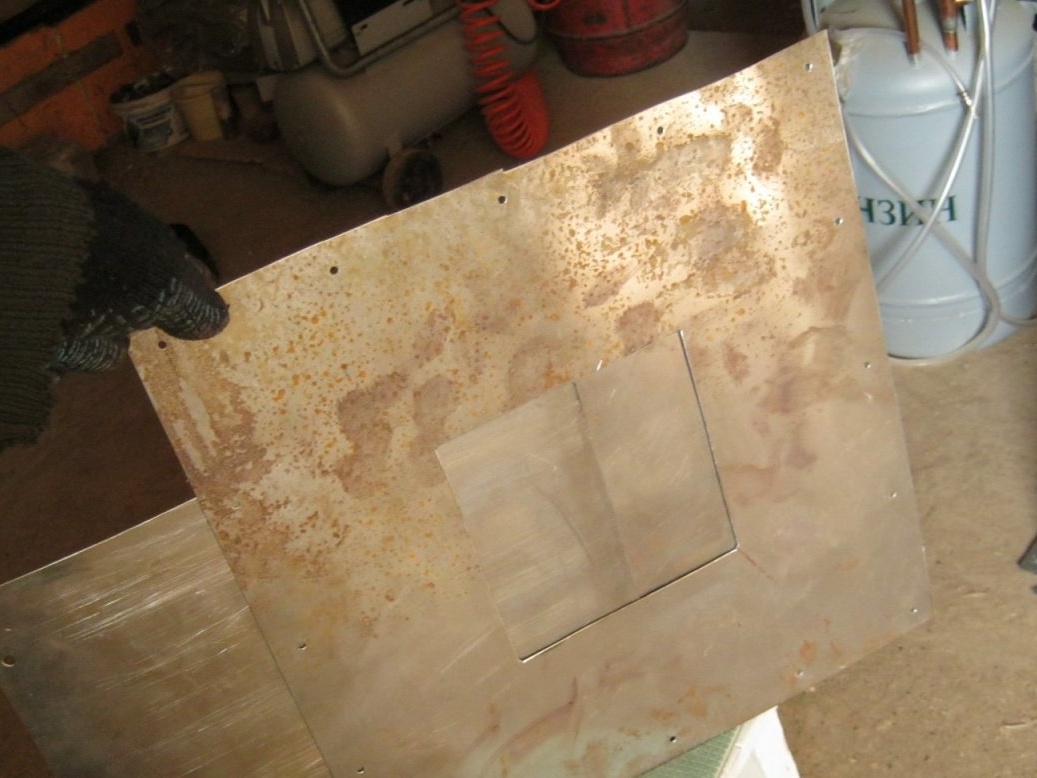
Fra en skåret strimmel af samme stål bøjes en cylindrisk hals for at forbinde en rund kanal med en diameter på 150 mm. Halsen er bøjet på en tre liters glasskrukke og monteret omhyggeligt (diameter). Enderne loddes. Den færdige hals er loddet til portdækslet, indtil hullet bryder ud. Det var således muligt at reducere vridningen af lodde overflader lidt.

Hull blev boret indefra omkring omkredsen af den loddede hals, hvor broer mellem dem blev skåret af en "rest" af slibehjulet i en lille vinkelsliber. Det var også muligt at foretage en større finindstilling af hullet med et tykt rengøringsslibehjul med en vinkelsliber og derefter en halvcirkelformet fil.

Den færdige port er fastgjort til udstødningshætten, de steder, der er besat af ”poterne”, er markeret, på de steder, hvor nitter er blevet mærket, fastgjort og boret. Kontaktstederne rengøres, loddetilførsel påføres. Porten er nittet på plads, forbindelsen er loddet. Fluxen vaskes med varmt vand, kirtlen tørres.
Efter at have prøvet strukturen renses den øverste rustende del af strukturen, affedtes med benzin og males i to lag med sort varmebestandig maling. Efter tørring er en udstødningshætte med fire-vejs port på plads.


Konklusioner, arbejde med bugs
Generelt viste designen sig uden væsentlige fejlberegninger, men et par små ting kunne have været forbedret.
Det øverste bælte af den udvendige træfæstning (port) var slet ikke nødvendigt - med standard fastgørelse af den nedre del er hele strukturen meget stiv og enhver rimelig indsats ved åbning og lukning, selv med portventilen, der er kraftigt fastklemt, kan modstå uden at flænge. De brede "felter" på porten var ikke nyttige på samme tid.
Lodning af sidebåndene ved montering af bagvæggen var unødvendig - nitter ville have været nok.
Flere stive skorstene, der fører til loftet (eller blød korrugeret aluminiumskanal), der slutter med en udstødningsventilator, vil blive tilsluttet udstødningshætten. Luftkanaler uden for det opvarmede rum kræver omhyggelig termisk isolering.
Babay Mazay, marts 2019