

I dag for mange er emnet med profilbøjning i hjem betingelser af flere grunde.
Først og fremmest er dette produktionsomkostninger og ledetid. Overdreven levering er en separat sag.
For det andet er nøjagtig dimensionering meget lettere lige ved installationsstedet.
Og den tredje. På et sådant instrument kan du om ønsket bøje krøller med en variabel radius.
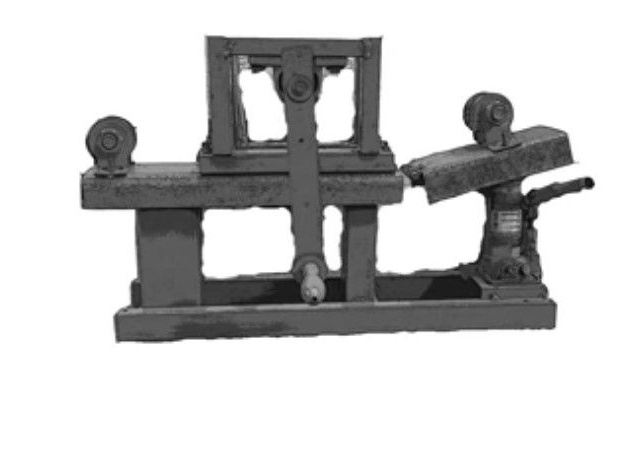
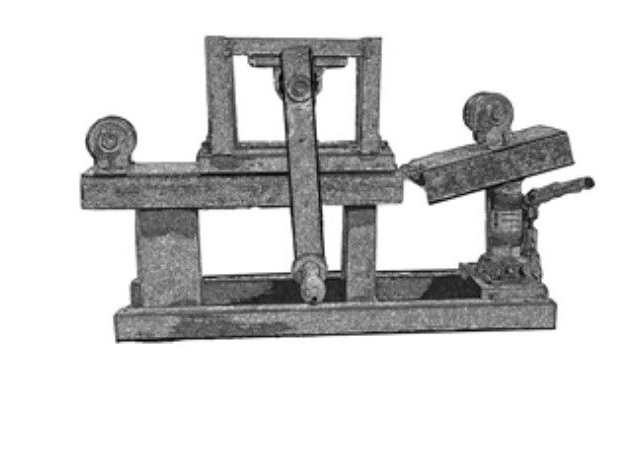
Forfatteren valgte det mest almindelige skema med en rulle på et hængsel og en hydraulisk donkraft.






Kroppen blev svejset fra resterne af 20X40 røret og en kraftig kanal.
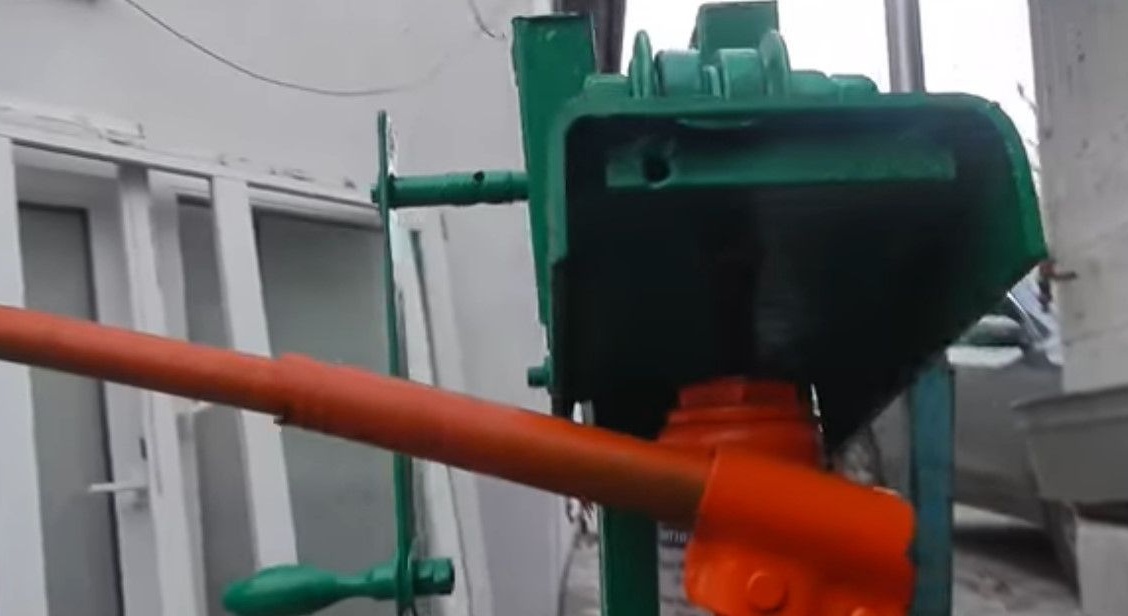
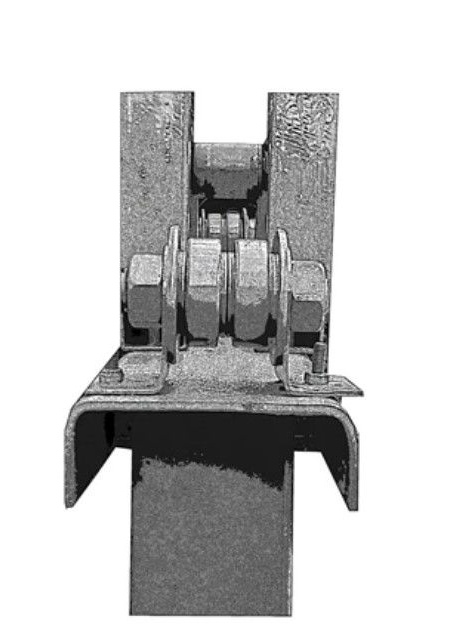
Forfatteren har forenklet trykrullerne maksimalt:
Den ydre lejerring i dette design er spændefladen.
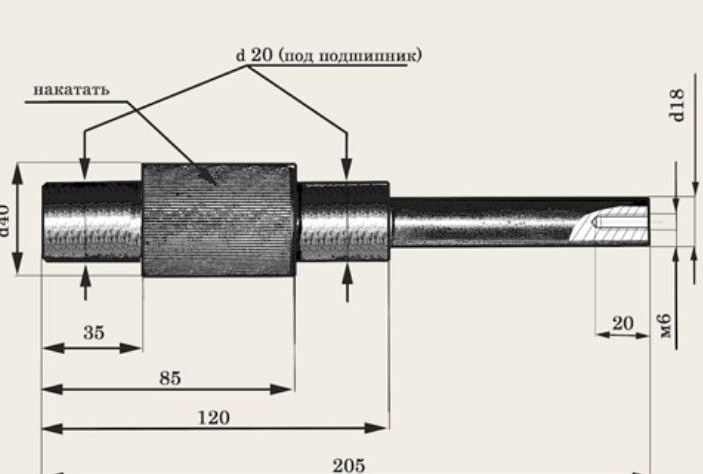
Træk skaftet.
For at gøre det tegnet jeg en skitse og bestilte den fra en turner.

Prisen på skaftet er omkring tusind rubler.
Hans plan.
Forfatteren var nødt til at købe følgende:
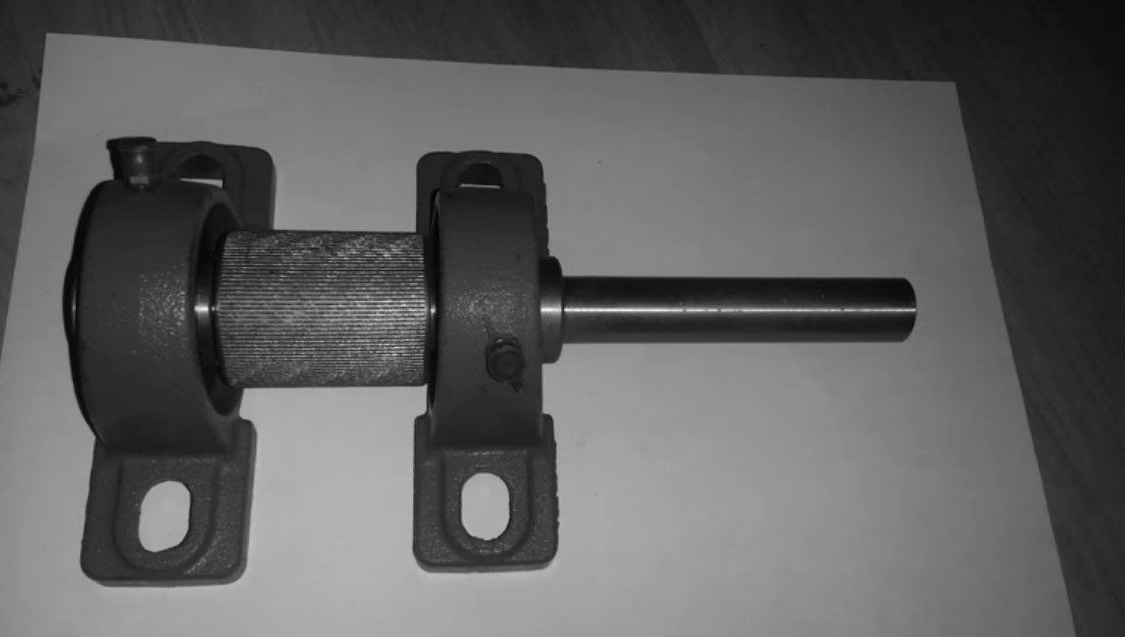
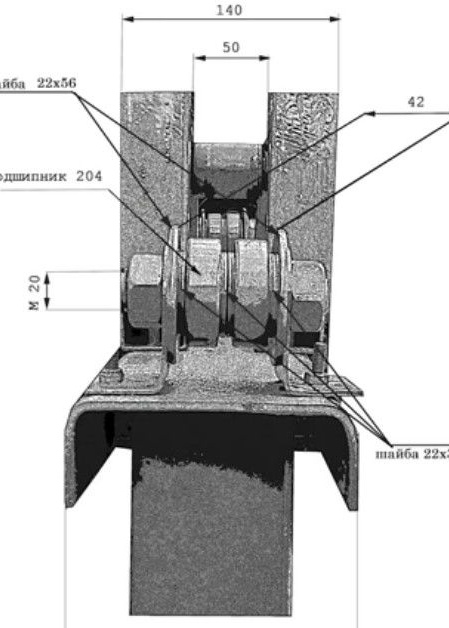
Lejeenheder til 204 lejer - to enheder.

Lejer 204 - fire stykker.


Hydraulisk donkraft. Hardware og fastgørelseselementer.
Hårnål M20

med skiver 22X37 og 22X56 mm.



Den udfører funktionen af en skaft.

Store skiver fungerer som limiterflanger.

Med deres hjælp er det ikke nødvendigt at bruge sidestop.

Samtidig er det stadig muligt at skifte geometri for klemrullerne for forskellige profiler.
Det er nok at samle den nødvendige sandwich fra skiverne.

Alle færdige svejste blokke forbindes uden svejsning.

Dette gøres på bolte, så der stadig er mulighed for forskydning i forhold til hinanden.
Fra første gang viste maskinens design at være ret succesrig.
Buen er symmetrisk og jævn.


Fremstillingsprocessen kræver ikke særlig fysisk indsats.
Ved hver passering hænger vi lidt på højre side af maskinen.


Dette reducerer profilens bøjningsradius.


Håndtaget er lavet af 3X40 bånd.

Håndpen fra en gammel kødslibemaskine.
Monteringsstedet for håndtaget til skaftet i umonteret form.



Her er de faktiske tegninger.

Mest sandsynligt ikke tegninger, men diagrammer, men forfatteren forsøgte at skildre de nødvendige dimensioner så tydeligt som muligt.
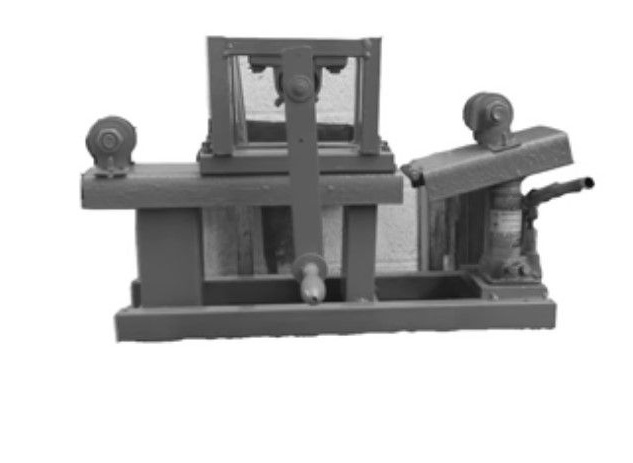
Dette er et vellykket og forfattertestet design.
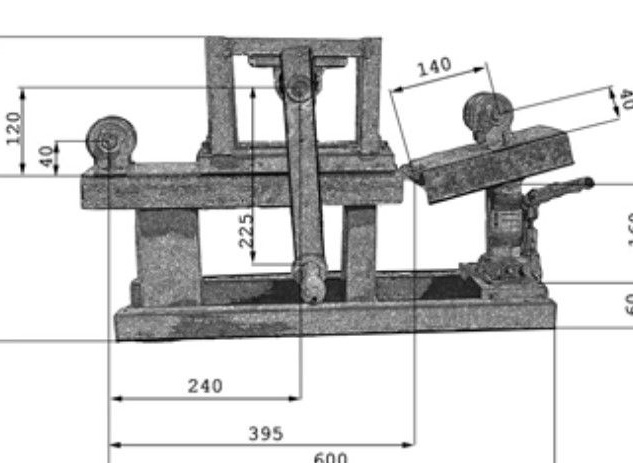
Det sikrer en jævn passage af profilen gennem valserne og giver den rigtige bueform.

Det skal huskes, at profilen forbliver lige ved 240 mm fra kanten af emnet.

Den lige sektion er meget synlig ved små emneradier.

Til fremstilling af buer med små radier skal der være en margen på 25 cm, som senere kan skæres om nødvendigt.
Maskinens design giver dig mulighed for at udvide dine kreative muligheder.

For eksempel kan du fremstille ikke kun buer, men bøje profilen i forskellige retninger og ikke kun i et plan.

For at gøre dette skal du bare skubbe skaftet, dreje profilen 180 eller 90 grader. Du kan også ændre selve spændemekanismen. Ved at installere klemmer til rør med forskellige diametre - kan den samme maskine let bøje rør.
Bestemt, bør du optimere klemmesystemet nær stikket ved at udstyre det med en lineal. Så skal du ikke gætte med radius for den bøjede del!
Mange tak til forfatteren for det udførte arbejde og de medfølgende tegninger.
Det er synd, at skabelsesprocessen ikke er filmet, men folket er robuste. Og for dem, der bøjer profilen alene, er de helt venner med svejsning og tegninger!
Indsendt af Evgenich, video af linket