
Stadier af fremstilling af en kiste:
- De vigtigste typer produkter
- Nødvendigt udstyr
- Materialer til fremstilling af papir-mâché
- Vikling og limning af emner på kroppen
- Trykprøvning og tørring
- Arbejdsemnet koger
- arkivering
- Hardwarefittings
- Kiste afbrydelse
Materialer til fremstilling af papir-mâché
1. Papp (fortrinsvis indbinding). Det skal være rent uden lim og imprægnering. I håndværk i produktion bruges Balakhna-pap, som den der mest opfylder alle krav.
2. Stivelsespasta i gelékonsistens. Det koges umiddelbart inden arbejde.
3. Tørringsolie (linolie).
4. Til fremstilling af tilbehør skal du bruge:
a) messingplade med et tværsnit på 0,5 - 0,7 mm;
b) en stålstang (ledning) med et tværsnit på 1,5-2 mm.
Processen med at skabe en kassehus begynder med fremstilling af basen - en træbjælke, det såkaldte "blokhoved". Størrelsen bestemmes af størrelsen på "viklingen" - det fremtidige emne for det tilsigtede produkt. Længden af "blokken" er begrænset af størrelsen på pressen, og tværsnittet svarer til produktets indre størrelse. Det er lavet af tørt, massivt træ, fortrinsvis hårdttræ (bjørk eller bøg). Dets overflade skal være glat uden gryning. Klar "blokhoved" olieres, så det ikke svulmer fra rå "vikling". Det skal løsne efter krympning.
Ud over "blokhovedet" har vi også brug for indlejrede dele - "kinder", der komprimerer viklingen på det. Bredden af de indlejrede “kinder” er større end bredden på “blokhoved” -sektionen med to vægtykkelser af den fremtidige bygning. Det bedste materiale til "kinderne" er spånplader. Den har stivhed, hvilket giver den nødvendige crimp, mens den ikke deformeres. For ensartet krympning af emnet skal du have fire "kinder" - to pantelån med en nøjagtig størrelse, der tager højde for emnets tykkelse, og to veje, der vikles rundt om posen (se fig. 3).
For runde emner foretages et "blokhoved" på en drejebænk. I ekstreme tilfælde kan flasker eller krukker, der er egnede til parametrene, bruges.
Ovale og andre bløde former for "boobs" udføres på en tømrer måde i henhold til mønsteret.
Fremstillingen af runde og ovale former udføres også ved at vikle flere lag karton på et emne såvel som på rektangulære emner, kun krympning udføres med et gummibånd eller bånd med en stramning til at dreje (fig. 5, a). Arbejdsstykket holdes i 15-30 minutter i en klemme og frigøres derefter og fjernes fra blokhovedet. Yderligere tørring og mere.
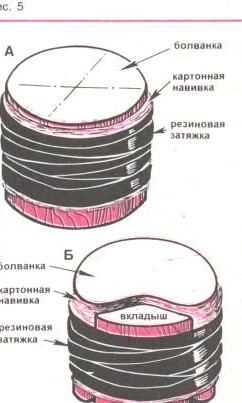
Ved fremstilling af komplekse former med konkave overflader anvendes puder, dvs. træindsats, der kompenserer viklingens tryk (fig. 5, b).
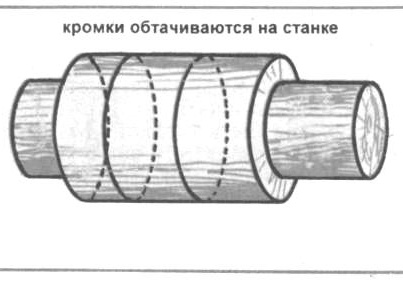
Runde former afsluttes på en drejebænk (fig. 6). Slib først trimmet (etui), lim derefter bundene og bring emnet til den ønskede form.