
I dag overfører vi til den fjerne Barnaul til smykkeværkstedet, hvor Timofey viser dig så detaljeret som muligt, hvordan en speciel fanversion af ringen til AlexGyver-kanalen blev oprettet.

Den mest almindelige fremstillingsmetode i knæhøje smykker er vokstablet voksstøbning. henholdsvis modellen først lavet af voks, den såkaldte voks, og derefter er formen lavet af den. Til fremstilling af voks anvendt købte smykkevoks til modellering. Det er mere praktisk at begynde at arbejde med voksstykker, som kan fremstilles af en cirkel opnået ved at hælde voks på et folieark.

Voks med loddejern påføres en metalfinger med den nødvendige diameter til ringen. Fingeren er indpakket i folie for lettere fjernelse af voks i fremtiden.
Til voksudskæring bruges forænder, hos Timothy er de hjemmelavede. Bred og flad til fjernelse af en stor mængde materiale og skabelse af en form, en nål til fint arbejde og indgravering og en rørformet skæresked til universelt arbejde og deponering af voks, som vil blive vist senere.


Arbejdsstykkebehandlingssekvensen er som følger: Fjern først overskydende tykkelse af voksindgrebet. Chips vil blive brugt til yderligere modellering, hvor modellen opbygges, hvor den er nødvendig. Og så begynder selve voksudskæringen, markeringen af bogstaverne og mønsteret. Som du ved, er dette kunst, og hvis det ikke bliver givet dig, hjælper ingen instruktioner. Støbning og modellering er en kreativ proces, men på samme tid, i moderne tidsalder, kan dette trin springes over ved at udskrive modeller på en 3D-printer.



Når markeringen af billedet og bogstaverne udføres, uddybes linjerne gradvist, og overskydende fragmenter fjernes fra baggrunden. Og efter en ubestemt tidsperiode ligner modellen det, du kunne se på fingeren til forfatteren af kanalen AlexGyver. Derefter fjernes jernfingeren, også folien. Det følgende er en valgfri procedure til at tage en form fra en model. Formen giver dig mulighed for hurtigt at fremstille voks og replikere modellen, for eksempel til fans. Men på samme tid, selv ved fremstilling af et enkelt produkt, giver en voks én form, og for ikke at skrue den op, kan du også gøre indtryk, hvis det er tilfældet, det er sådan det gemmes i spillet eller programmet.
Modellen hældes med flydende gummi, for eksempel PentElast-718, der fungerer som en epoxy og hærder, når der tilsættes en katalysator. Formen til at skabe et indtryk er lavet af plasticin. For at forbedre overførslen af små dele belægges voksen også omhyggeligt med gummi og nedsænkes derefter i formen. Efter hærdning rengøres indtrykket, og alt adskilles, skæres indtrykket.



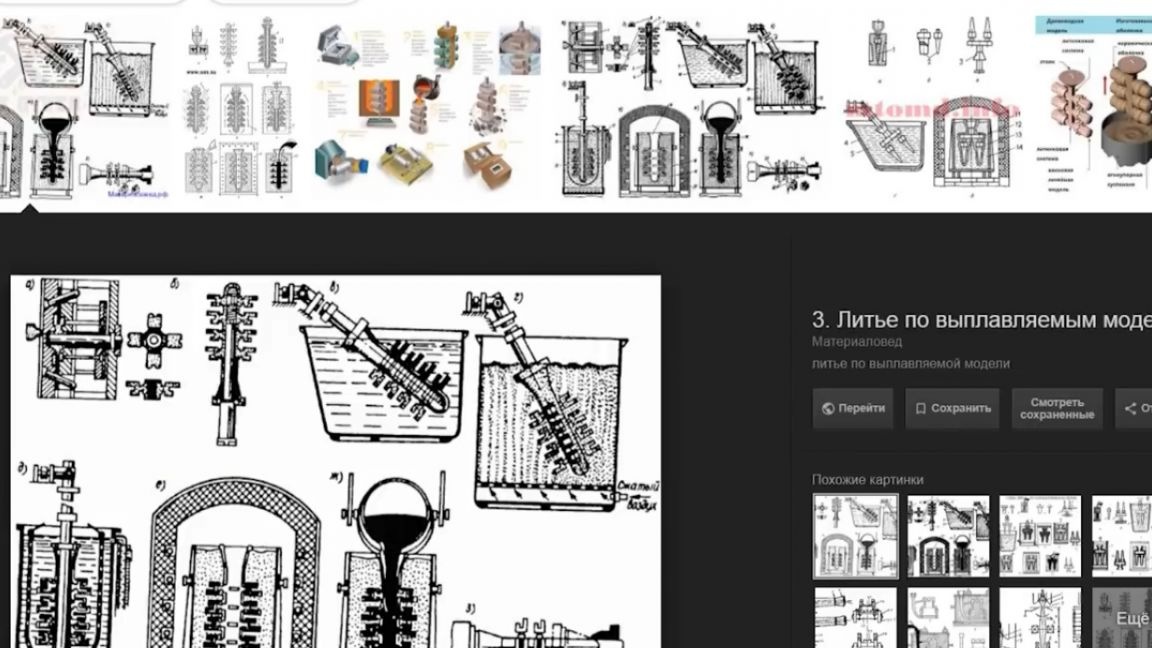
Nu kan voks hældes i formen igen, direkte smeltes og rulles med et loddejern. Og du får en anden model, som naturligvis kræver lidt forfining, men under alle omstændigheder er den hundreder af gange hurtigere end at skære en ny. Forresten, en kopi opnået fra en form vil blive brugt til at fremstille en metalring. Forberedelsen af formen begynder. Stencil er fastgjort på trådstykker over en halvkugle af blødt voks eller plasticin. Senere i formen bliver de kanaler for metalporte. I tilfælde af denne ring skal de ikke være mere end 1,5 mm i diameter. Støbning er en lang og energikrævende proces, derfor hældes flere former ad gangen og i hver flere modeller.



Fra en skål med smeltet voks spredes voksen på granerne for at forbinde dem sammen. Dette er nødvendigt for at sikre den korrekte strømning og krystallisation af det dampede metal. Følgende er processen med formning (eller formning). Det resulterende støberi skal vaskes ud af snavs og fedt og fastgøres i et stålrør, hvor det vil blive fyldt med ildfast gips. Et rør er en ramme, det kaldes en kolbe.
Modeller vaskes i tinktur af hagtorn, i sæbe og derefter i rent vand. Brug af maskeringstape hæver rørvæggene. Puds opdrættes i henhold til instruktionerne.
Det er ikke nok bare at fylde det, du er nødt til at fjerne alle boblerne helt fra det, ellers vil det smeltede metal fylde dem, og derefter vil produktet blive dækket med en flok små kugler, som det ikke er muligt at fjerne overalt, og billedet på modellen vil blive beskadiget.

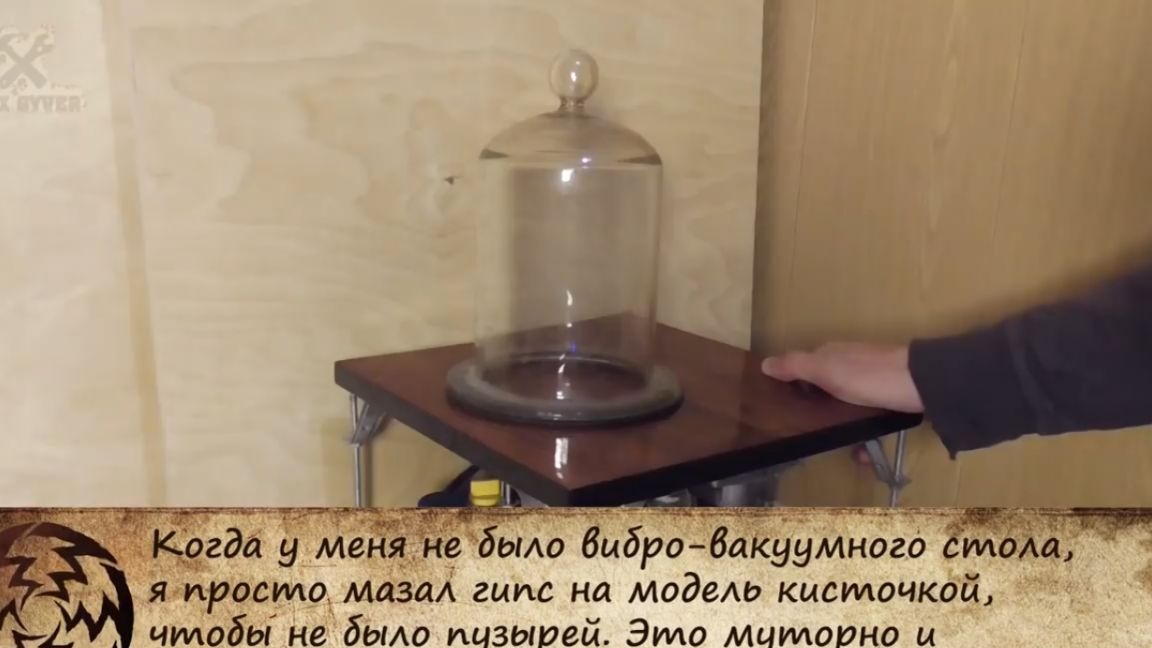
Pumpen pumper luft ud under hætten, og bordpladen vibrerer fra motoren med en excentrisk. Således bliver alle bobler slået ud og blæst ud af gipsen. Gips blandes i tide, fordi processen er meget begrænset. Puds er ikke kun snavs, der tørrer. Når du ælter, er den flydende og hældes som kefir, men efter 8-10 minutter hærder den, da der opstår en kemisk reaktion i den. Hvis du blander det yderligere i denne tilstand, forbliver det generelt grød for evigt.
I vakuum koges gips, der kommer luft ud af det. Først evakueres batchet, derefter hældes det i kolberne og støvsuges igen. Alt dette skal gøres på 8 minutter. I kolben koges og stiger gips igen, og til dette har vi brug for klæbebånd. Kolben hældes ovenpå, og gips kan begynde at strømme ud. En time eller to efter støbningen er gipsen allerede fast, den kan behandles mekanisk.
Kolberne udskrives, klæbebåndet fjernes, forsyningen er med plasticin og tråden trækkes ud. Dette åbner granene, der fører til modellen. Stencils har allerede opfyldt deres mission og overført deres form til gips. Det er alt, der er ingen tilbagevenden, voksmodellen er blevet en vokspytter, nu skal du fjerne vand fra formene, det er næsten en tredjedel efter vægt der.
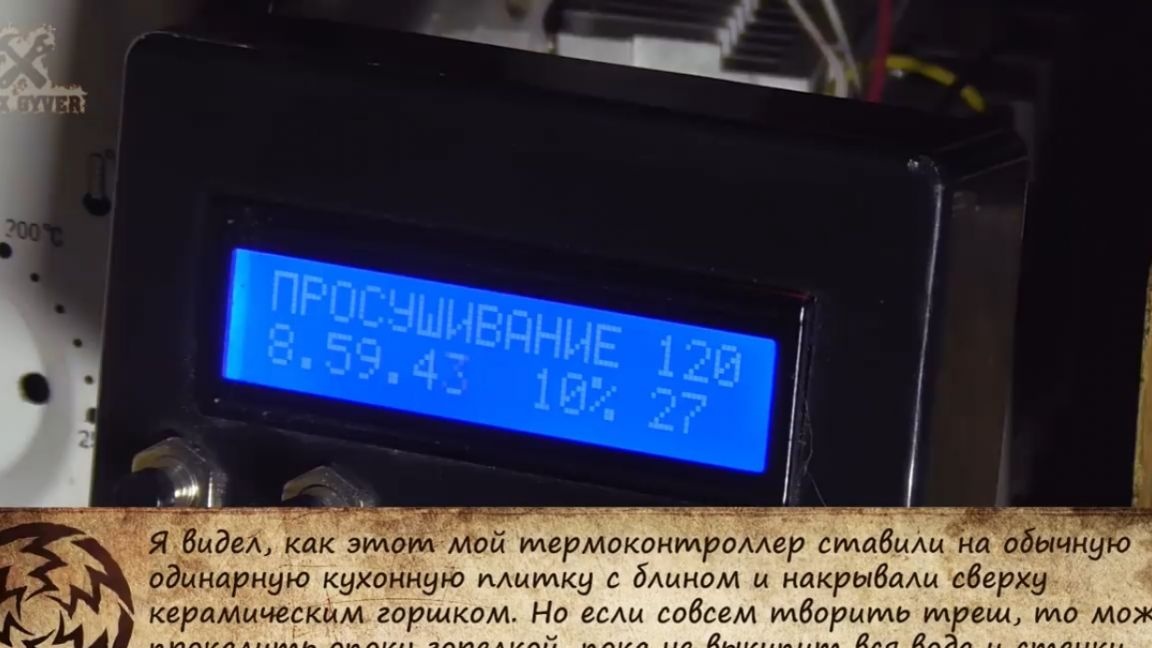
Formerne er super rå nu, de behøver ikke kun at tørres, men kalcineres, så alt vandet kommer ud af gips krystalgitteret. For at gøre dette, skal ovnen gradvist hæve temperaturen til 730-750 grader og derefter sænke den lidt inden støbning. Dette gøres af temperaturregulatoren. Beregning under opsyn af en temperaturregulator tager 9 timer.

Støbningen udføres under tryk fra inerti, og formen fastgøres i en speciel højteknologisk enhed. Ethvert sølvskrot bruges som metal og smeltes med en almindelig brænder.
Regelmæssig borsyre (sælges på apoteket) tilsættes til det varme metal. Det bliver en oliefilm, der dækker metallet og beskytter det mod oxidation, absorberer slagge og renser smelten, generelt udfører de samme funktioner som ved traditionel lodning. Borsyre producerer forresten en grøn flamme.


Dernæst er der en anden flux for pålidelighed - dette er natriumtetraborat (aka borax), gør alt det samme som en almindelig flux skulle gøre.Det smeltende metal blandes med en titanium æger. I øvrigt hælder metallet ikke alene i granerne, fordi overfladespændekraften, der ruller det til en kviksølvkugle, forhindrer det i at spildes ind i støbningssystemets tynde korridor. Til dette er de lavet tynde, så det er muligt at smelte og forberede metallet og først derefter fylle hele massen på en gang.
Det følgende er en sprøjtestøbningsproces, hvor en tragtkraft tilstopper metallet inde i formen. Uanset hvor skør den kan se ud, praktiseres denne metode faktisk i dag, selvom mest ofte mestre foretrækker at bruge mere stationære karrusellinstallationer. For eksempel hældes tandkroner i sådanne, og alle er glade. Metallet krystalliserer under tryk - dette giver det de bedste egenskaber. Derefter fjernes støbningen og rengøres for gips.
Vi fortsætter med at behandle støbningen. Efter bid eller savning af granerne skal støbningen brændes rødglødende for at aflaste spændinger i metallet og rense formen fra soden. Efter opvarmning dyppes støbningen i en opløsning af almindelig mad citronsyre fra en købmand, og det hele koges med en brænder. Når citronsyre koger, fungerer det som en ægte syre - den korroderer og skyller overskydende væk fra metallet, sølv bliver hvidt.

Vi begynder at behandle med en boremaskine med en grov emery-klud - 600, og vi bevæger os mod et fald i korn. Der optrådte en fejl ved støbningen - det er tid, den skal forsegles med sølvlodde. Produktet anbringes på en ildfast flise, stedet for lodning under ild dækkes med en opløsning af samme boraks og borsyre. Fluxen fremstiller en hvid belægning, der efter fusion og giver ren lodning.

Med en tynd titanbånd (det kaldes det) fanges et skåret stykke sølvlodde med et sølvindhold på 72% og bringes på plads.

Dette efterfølges af polering for at give overfladen en glans, og derefter udføres sorte eller oxidation processen med kunstig aldring i en opløsning af svovllever.
En knivspulver smelter, indtil det bryder ud, derefter fyldes det med vand og bringes til kogning. I den resulterende opløsning sølvfarves sort på få sekunder.

Ringen er klar. Sådan blev den originale voksmodel til en blank sølvring.
Tak for din opmærksomhed. Vi ses snart!
videoer: