

Vi har alle med jævne mellemrum at bore huller i metallet, og for at gøre dette jævnt og korrekt, er vi nødt til at lave markeringer og derefter skrue op. Nøglen til succes er korrekt stansning. Nogen bruger en standard fabrikskerne, nogen bruger et almindeligt vægstik, begge metoder er gode, men de giver ikke altid det perfekte resultat.
Oftest forårsager stansning ikke nogen problemer, og hakket opnås nøjagtigt i midten, fordi dets centrum er meget skarpt. Men nogle gange sker det, at vi savner kernen, vi rammer den ikke helt ligetil, og når kernen går dybt, går den lidt til siden, og i dette tilfælde kan vi bestemt ikke bore et hul længere.
Oftere end ikke, for at korrigere hakket, flytter vi lidt kernen og strejker igen.



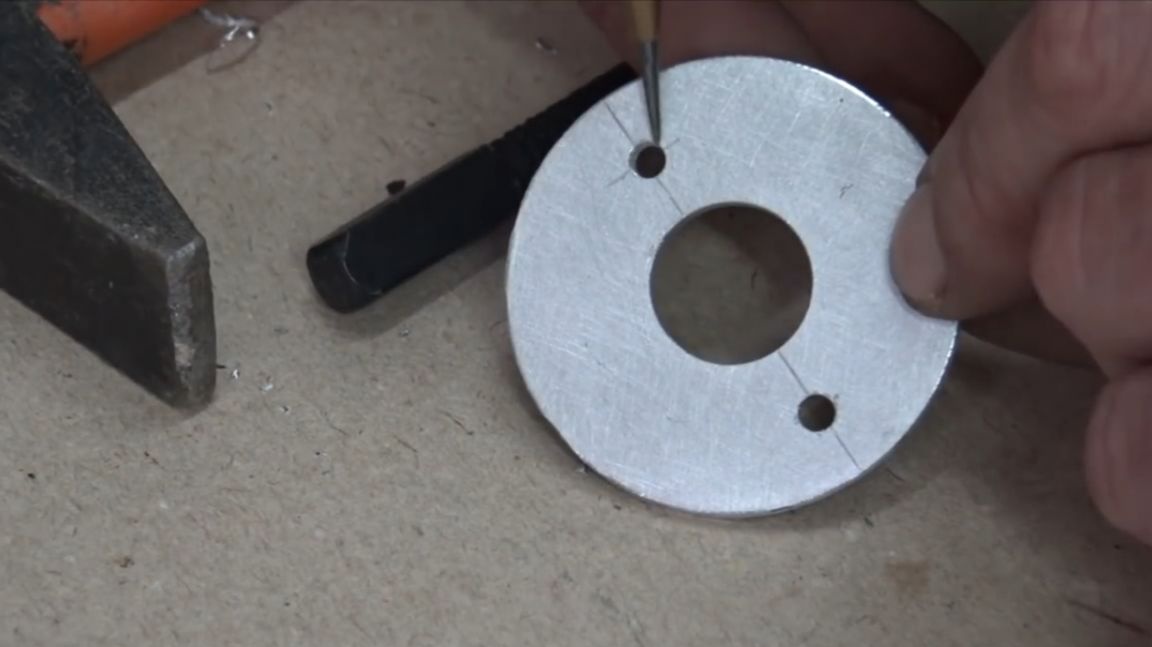
Kerne glider langs sidevæggen på den første kegle, trækker materialet lidt og ser ud til at være i midten. Det ser ud til, at vi har fundet det nøjagtige centrum, du kan bore og få det nøjagtige hul. Men dette sker faktisk ikke. Men dette sker ikke, fordi vi omkring en stansning har en lille fælg, og dens højde langs omkredsen er ikke den samme.
På det sted, hvor stansningen blev udført korrekt på én gang, fik vi et hul nøjagtigt i midten. Og her, hvor vi begik en lille fejl og rettede, viser hullet alligevel sig med en forskydning.
Selvfølgelig kan du træne øjet og koordination af bevægelse, men alligevel vil der periodisk opstå fejl, og i dag vil vi gøre, hvad vi vil gøre en fjederkerne, som fjerner fejl.
Vi har brug for en stål- eller bronzestang, og vi har brug for en fjeder med dette udseende:

Det er ønskeligt at tage en fjeder længere og blødere. Og vi vil bruge den samme dyvel som en cykel.

Vi vil beskæftige os med at dreje værker, men vi bruger ikke en drejebænk. Vi bruger en almindelig bor. Til en bor har vi brug for et sådant rack, som med succes kan erstattes med en konventionel træblok.

For at slibe stangen og give den den ønskede form kan du bruge en hvilken som helst bor, forfatteren vil bruge "Champion m3 marathon" med en 37. spids.


Dævelen har en diameter på 4,5 mm, men på grund af hakket er dens kropsdiameter lidt større. Til at begynde med skærer vi emnet ud, borer nøjagtigt i midten et hul med en diameter på 4,5 mm, hvori vi hamrer den trimmede spids af dybden.



Processen er ekstremt enkel. Arbejdsstykket roterer med en bore, og disken fungerer som et skær.På samme måde ved hjælp af en sfærisk bur finder vi centrum.


Selvom vores emne ikke er centraliseret, fandt vi stadig centret meget nøjagtigt. For at få et nøjagtigt koaksialhul skal en bor med en diameter på 4,5 mm fastgøres i en skruestik. Derefter skal du bare dreje emnet og skubbe emnet på boret.

Forberedende arbejde udføres, og det er muligt at danne de ydre konturer.


Hvis din bor ikke er perfekt, og der er leg, kan du f.eks. Bruge en trækegle som et halefæge. Du skal begynde at arbejde med lette berøringer, indtil du får en jævn symmetrisk form. Hvis du har store hårdmetalborer, kan du bruge dem, de giver en markant større fjernelse.





Spidsen kan være lavet af enhver form, det vigtigste er, at der er et bælte. Bag bæltet skal der være et trin, og derefter følger en børste.

Børstediameteren er 1 mm større end den indvendige diameter på fjederen.

Vi afskærer overskydende fra foråret.

Hammer spidsen.



For ikke straks at forkæle spidsen, gør vi det på en kobber-ambolt.

På bagsiden lavede mesteren en blid kegle, så fjederen sættes bedre på.

For at anbringe en fjeder skal den drejes, så spolerne åbner og ekspanderer. For at fjerne spidsen, drej fjederen i samme retning og spænd.

Og nu, på samme måde, slibes vi skaftet.



Her er kernen og klar.

Hvordan fungerer han? Og det fungerer meget enkelt. Vi installerer det på det rigtige sted, trækker fjederen og løsner den.




Fjederen er bestemt lille, så dybden er ikke så stor, men den er helt nok til at bore. Påvirkningen kan også forbedres ved at øge skaftets vægt.
For at få dybere markeringer skal du bare trykke et par gange.



Så vores kerne er klar, enkel og praktisk og meget pålidelig. Og det vigtigste er, at en hammer ikke kræves for at arbejde med den. Et andet plus ved denne kerne er, at den helt eliminerer fejl med en forkert og med et ujævnt hammerblæsning. Den fungerer omtrent som en japansk sav, som vi trækker på os selv, og den glatter op. Og i dette tilfælde, når vi strækker kernen, glattes fjederen ud i en linje, og når vi frigiver ryggen, komprimeres fjederen også strengt i en lige linje, og stødet falder nøjagtigt i midten uden forskydninger. Denne idé er selvfølgelig ikke ny, men jeg håber, at den vil være nyttig for nogen.
På dette er vores mesterklasse forbi. Tak for din opmærksomhed. Vi ses snart!
video: