
I dag vil jeg vise dig det grundlæggende og tale om grundlæggende viden, der kan hjælpe dig med at afgive dit første produkt. Du vil også se processen med modellering, støbning, bearbejdning, smedning af ringe i størrelse og sorte messing. Og alt dette i en artikel.

Skibsføreren anvendte specielt, når det var muligt, de mest tilgængelige materialer og midler, der muligvis ikke er helt egnede, men ikke desto mindre arbejde. Derfor må du ikke skynde dig at sige, at der er smykkevoks til modellering, dette handler ikke om det. At lave modellen ringer, forfatteren tog den mest almindelige stearinlys og smeltede den med en brænder, samlet i en dåse.


Efter smeltning forbliver den flydende i meget lang tid og plastik under hærdning. Hærdning, paraffin er stadig løs og sprød. Dette er helt klart et af de værste materialer til modellering, men igen, dette er en budget, overkommelig mulighed.
Til ringmodellen har vi brug for M20-bolt. Denne bolt er omtrent på størrelse med forfatterens fingre. Da bolten er kold, når den kommer i kontakt med paraffin, hærder den hurtigt og klæber til den. Dette er i vores hænder, så vi dypper bolten i den smeltede paraffin og bygger igen og igen det krympede lag.

Efter at have ventet lidt, mens parafinen er kølet af, går vi videre til modellering. For at gøre dette skal du fjerne det overskydende materiale med en simpel skalpell eller ethvert andet ridse- og skæreemne.



Men hvordan lægger vi paraffin på ringen, når den er utroligt flydende og uforudsigelig? Det viste sig at være meget enklere. I processen indså mesteren, at paraffin forbliver plastisk i lang tid, og det er muligt at deformere det som ler. Og så skete det. Han blindede blot den ønskede form på ringen og fortsatte. Det er sandt, at gå med et loddejern ikke ville skade for at smelte sammen de blinde grænser. Men skibsføreren besluttede ikke at gøre dette. Senere på castings vises dette i form af ægteskab, men ikke så slemt, at du ikke kunne bære denne ring.
Nu skal vi behandle den fastlåste model. Skibsføreren besluttede at gøre dette på sandpapir, men han kan ikke huske, om det var fyrre eller tres, men det var bestemt meget uhøfligt. Og igen, med god grund. Faktum er, at et stort korn sandpapir efterlader et dybt præg på parafin og giver det en struktur. Derfor går vi omhyggeligt med langs forsiden af ringen med uslebne sandpapir, hvorefter vi får den resulterende struktur til støbning.Da parafin kunne mislykkes på ethvert tidspunkt, besluttede håndværkeren at forlade efterbehandlingen til messingstøbningen.
Sæt modellen til side og forbered baserne til montering af modellen. Den enkleste ting er at fremstille den af plasticin. Vi ælger den og skulpturer en halvkugle, hvori vi vil installere gran i fremtiden, og i fremtiden vil denne sfære blive en slags lomme til smeltning af metal inden hældning. Lav derfor ikke kuglen for flad. Det er nødvendigt, at alt smeltet metal passer ind i det. På tidspunktet for casting vil du forstå alt og se selv hvordan det ser ud.
Som en kolbe (en metaldorn til hældning af støbesand) kan du tage det mest almindelige metalrør, for eksempel i en VVS-butik skal der være stykker af en passende størrelse.
Vi laver gran af 2 negle. Vi bider det overskydende med nippere og installerer dem i vores plasticinsfære.
Efter installation af dem har vi på en eller anden måde brug for at fastgøre parafinmodellen til metalportene. For at gøre dette besluttede forfatteren at tage brænderen og opvarme neglene lidt og derefter længe ringen mod dem. Varme negle smelter let parafinen og går dybt ind i modellen.


I denne position er vi nødt til at holde strukturen pålideligt, indtil neglene er kølet af. Pålideligheden af denne metode er tilstrækkelig, så ringen ikke falder, før det støbningssand hældes. Men forfatteren turde stadig ikke at trykke på kolben med fingrene efter støbningen for at afsløre mulige luftbobler fra gips. Derfor var det nødvendigt at hælde gips i en meget tynd strøm for maksimalt at undgå muligheden for ægteskab. Manglende hastighed vil slippe af med disse bobler.


Og faktisk viste det sig ret godt.
Når gipsen bliver stærkere, kan du rense formen fra tilstrømningen og adskille leret med porte.
Nu kommer det mest afgørende øjeblik - tidspunktet for calcination af formen. I instruktionerne for støbematerialet er der et kort med en kalkineringscyklus på 15 timer. Men da dette strider mod knæteknologien, er det rimeligt at reducere denne tid til 40 minutter.
Dette er dårligt og forkert, men stadig muligt. Det vigtigste her er først at give en jævn opvarmning, så vandet fra gipsen begynder at fordampe, og paraffinen begynder at smelte og strømme ud. Skibsføreren brugte en tagbrænder til dette, da han havde det. Du kan gøre med en husholdningsbrænder, eller du kan starte med den mest almindelige ovn, det vil være mere korrekt. Bare glem ikke at lægge formen med porte ned i en gryde, så der er hvor man kan dræne parafinen.
Hell metal i hjem forholdene kan være på flere måder: ved hjælp af kartofler, ler eller ethvert andet tæt fugtighedsholdigt materiale. Men forfatteren behersker ikke denne metode, så han hælder metal ved hjælp af en manuel centrifuge.


Det ligner et glas med fire bolte (for en mere pålidelig montering af kolben), kæder og håndtag lavet af PVC-rør med lejer indeni (til kontinuerlig uhindret torsion).
Forfatteren kogte denne ting selv, men du kan f.eks. Gøre med et metalkrus.
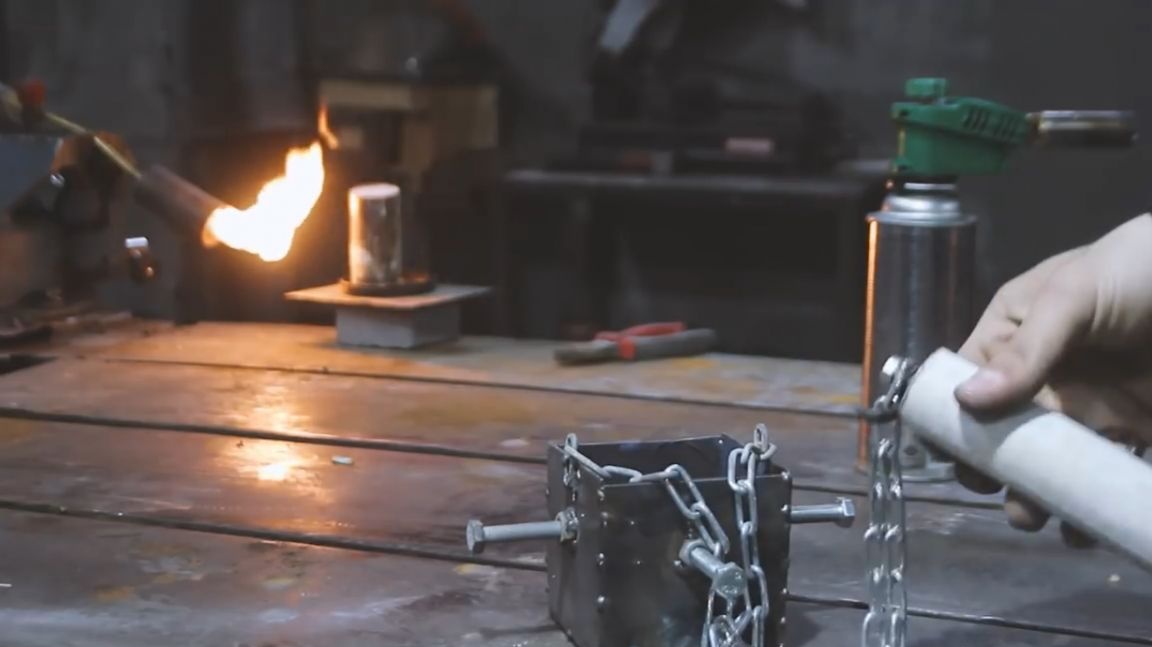
Vi varmer formen til rød og gør os klar til at hælde messing. Som kildemateriale kan du tage messing VVS-beslag. De er gode til dette. Nå, eller hvis du er dristigere, kan du straks hælde sølv eller endda guld. Der er ingen metalgrænse i knæteknologi.


I smelteprocessen ville det være dejligt at drys smelten med brun. Det kan købes i radiobutikker.
Metallet er smeltet, og du kan forsigtigt tage en position, mens du fortsætter med at opretholde kolbenes høje temperatur. Derefter fjerner vi brænderen til siden med en selvsikker bevægelse og begynder at vinke denne "Satan-målebånd", som er magt.


Satans målebånd, fordi en gang forfatteren pludseligt trukket i glasset og smeltet metal spildt gennem hele værkstedet.Så husk dette, og undlad at ignorere sikkerhedsforanstaltninger og beskyttelsesudstyr. Det er klart mere sikkert at mestre kartoffelmetoden.
Vi venter et minut eller to og kaster kolben i en spand vand.

Fra denne masse ødelægges og frigør støbningen. Støbningen var en succes, alt spildte som det skulle.

Nu skal vi behandle ringen. Forfatteren tog ikke boret, men ryddet alt ved hjælp af filer og sandpapir. Alt er reelt, men forskellen er kun i klassenes tid og arbejdsintensitet.
Efter råning besluttede forfatteren at prøve ringen, men det viste sig, at den ikke helt passer.

Men der er en temmelig enkel teknologi til at løse dette problem. Da ringens vægge er ret tykke, kan du ganske enkelt udslette den med en fil. Eller gør det mere interessant. Til dette tager vi den samme bolt m20. Som du kan se, gav ringen efter støbning en mindre krympning. Den sidder næppe på en bolt. Vi skubber så meget vi kan og henter hammeren.

Vi begynder at tappe på området med ringskaftet. Især skal det ikke overdrives, metallet egner sig perfekt til at strække på denne måde.

Nu sidder ringen perfekt på fingeren.

I slutningen af slibning af ringen kan du sorte dens forreste del for at give visuel dybde til vores lettelse efterladt af et stort korn sandpapir. Til dette har vi brug for apotek svovlsalve. Vi lægger et tyndt lag på messingoverfladen, som vi vil sorte og opvarme ringen. Vi varmes op, indtil al salven brænder ud, og efter at den ikke forbliver en tør mat overflade.
Efter sortning, polér ringen igen, men allerede med de afsluttende slibemidler og nyd resultatet.



Som nævnt i starten begyndte ringen perfekt. Alle fejl, som du kan bemærke, blev opnået på modelleringsstadiet. Derfor er det bedre at bruge mere bearbejdelige materialer på en god måde. Når alt kommer til alt, jo bedre forberedt modellen, jo mindre bliver der nødt til at arbejde med den efter støbning.
Tak for din opmærksomhed. Vi ses snart!
videoer: