
Mange mestre bruger forskellige typer håndfræsere i deres arbejde, og de har ofte problemet med at skifte den falske sål i forhold til selve skæret, hvilket fører til fejl i skæring af riller.
I denne artikel fortæller forfatteren af JSK-koubou YouTube-kanal, hvordan du let kan løse dette problem.

Næsten alle vil være i stand til at bruge de teknikker, som forfatteren vil bruge.
Materialer.
- Tynd pladeplast
- Scotch tape
- To-komponent epoxyharpiks
- Plexiglas i ark
- Dobbeltsidet bånd.
værktøjer, brugt af forfatteren.
— Håndmølle
— Radiusmølle med trykbærer
— skruetrækkerboremaskine
— klemmer
— Elektronisk tykkelse
- Markeringshøvl
- Reer, Meisel
— Limpistol
- Kniv, lineal, skruenøgle, markør.
Fremstillingsproces.
Det første trin er at fremstille en meget enkel kalibreringsdyse i form af en kegle. For at gøre dette skal du lave en lille cylinder af tynd plast.
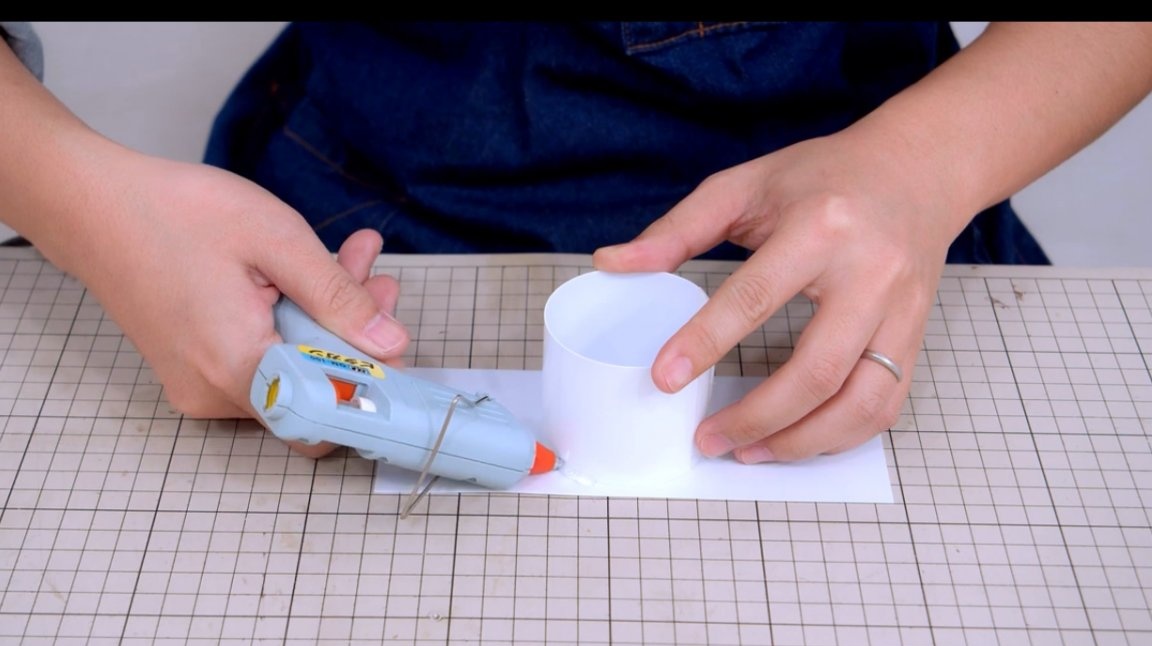
Denne cylinder er fastgjort til basen med varm lim.
Derefter blandes epoxykomponenterne, og beholderen fyldes.

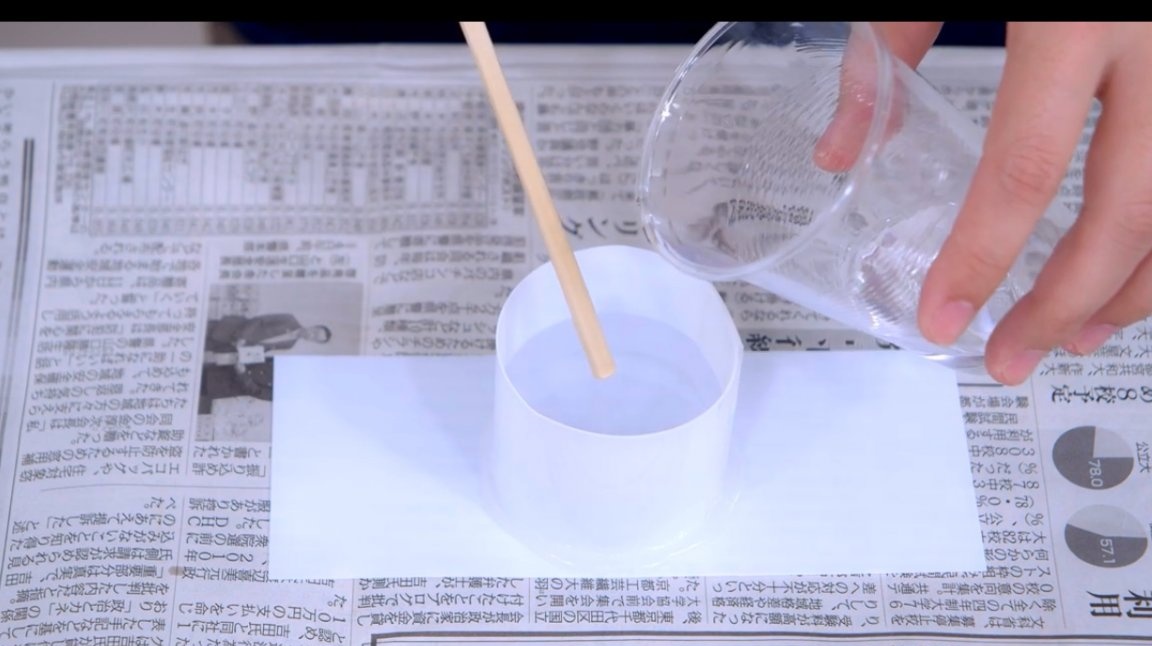
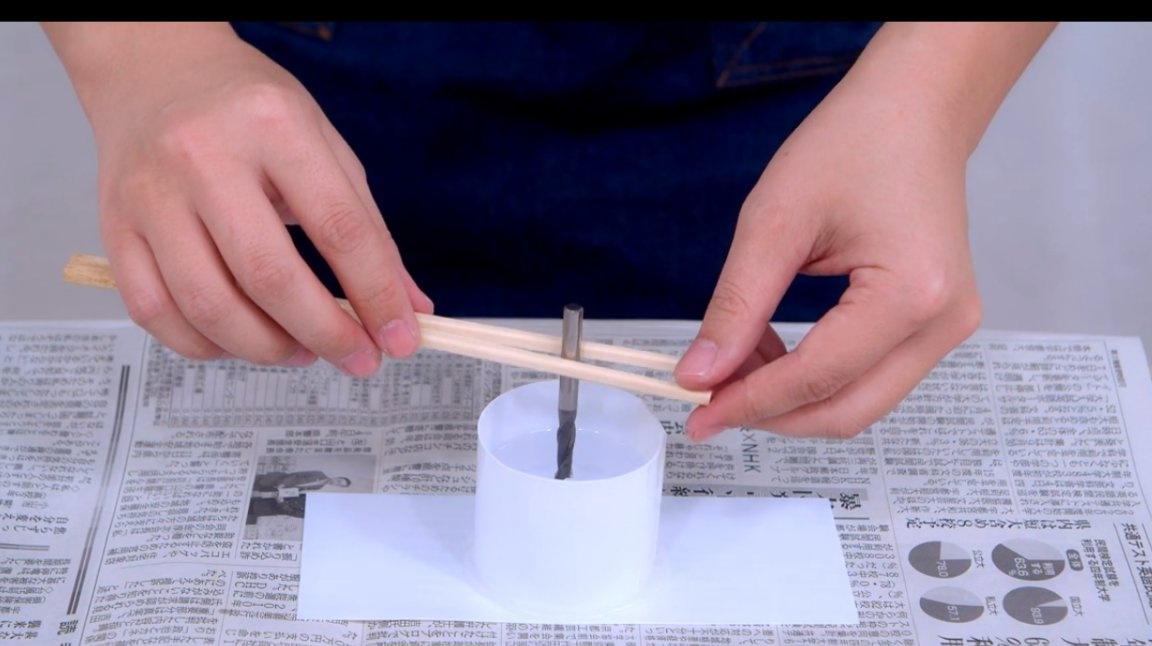
Endvidere skal den gamle mølle nedsænkes så nøjagtigt som muligt i midten af tanken og i en lodret position.

Her er et sådant emne opnået efter polymerisationen af harpiksen og fjernelse af forskalling.

Skibsføreren har ikke en drejebænk til rådighed, så han laver den fra en bore og fastgør den på en arbejdsbænk.

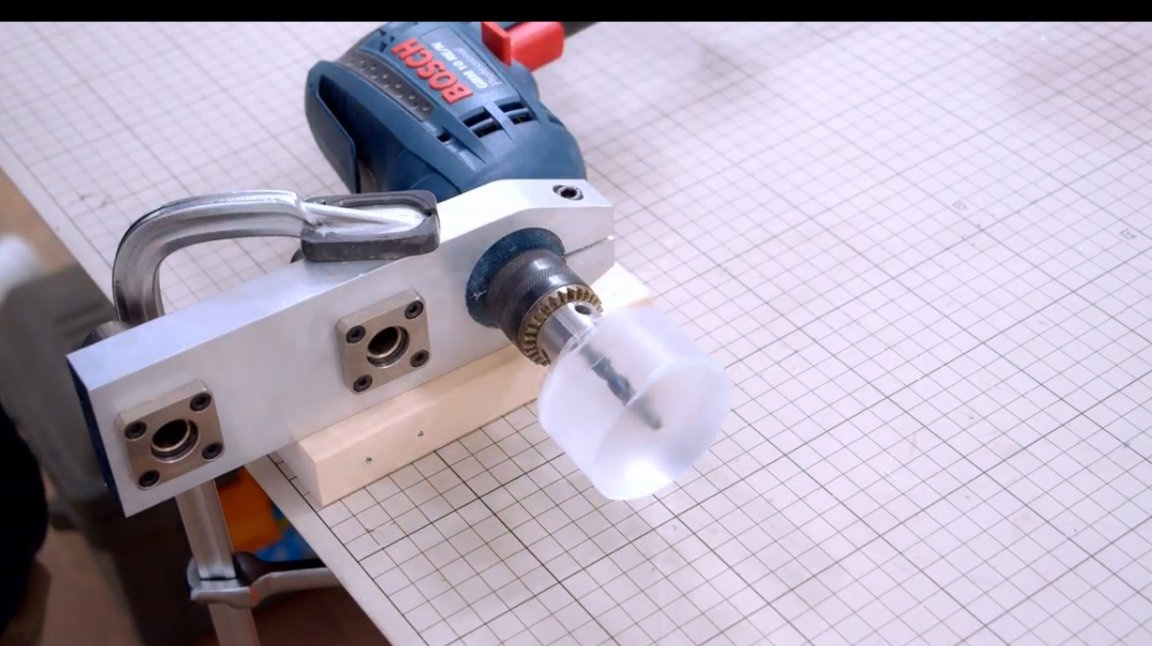
Arbejdsemnet udsættes for grov behandling af en raiser, og derefter på den inderste side af det dannes en kegle med en maisel. Sådan drejning må under ingen omstændigheder omgående udføres på fræseskæret! Det har for høje omdrejninger, og emnet efter støbning er meget dårligt afbalanceret!



Efter grov behandling og centrering af en sådan dyse, mere præcist, er det allerede tændt for møllen.



Så viser mesteren standardsituationen, når du skal lave to riller i modsat retning på emnet.



Overlægget på sålen blev forskudt, og det spiller rollen som et stop. Derfor forskydningen af rillerne med halvdelen af bredden.

Hvordan kalibreres sålen? Det er nødvendigt at løsne klemmeskruerne, fastgøre kegledysen, hæve sålen, så den presses med kanterne til keglen. Spænd derefter skruerne tilbage.




Så den anden test. Sålen er allerede kalibreret.


Resultatet er meget bedre, men det er ikke perfekt.


Dette billede viser en forskydning på 0,37 mm. Ja, dette er ikke så kritisk.

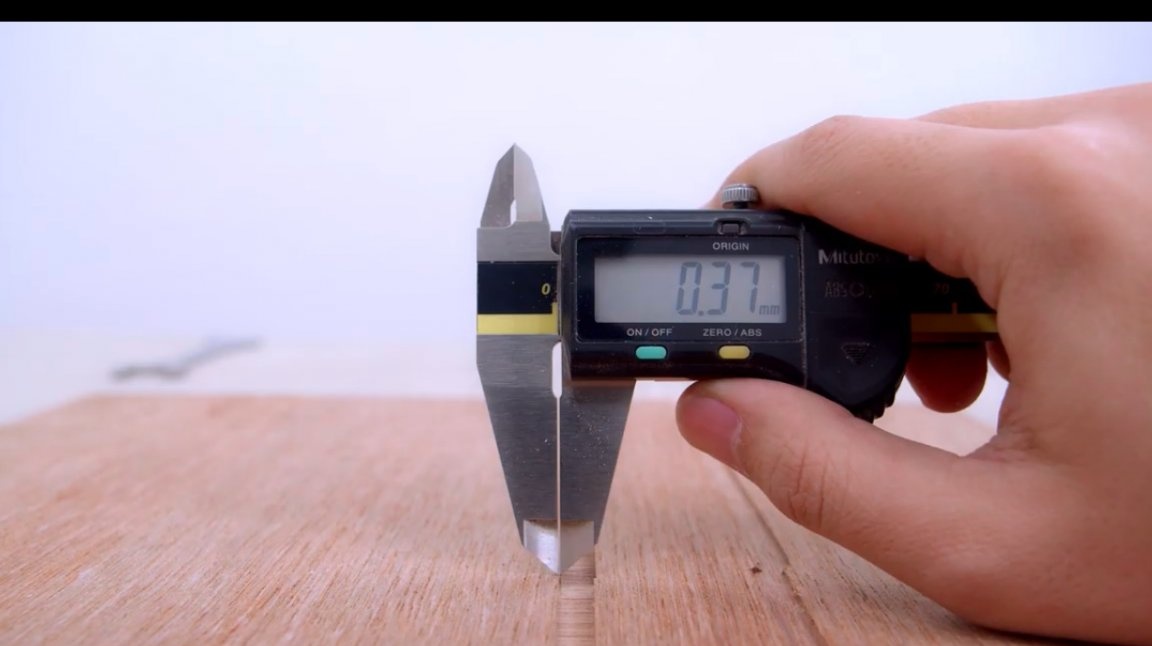
Dog vil mesteren finde ud af, hvor kom disse 0,37 mm fra? Men hvorfra har sålen selv sider med en lille forskel i størrelse.


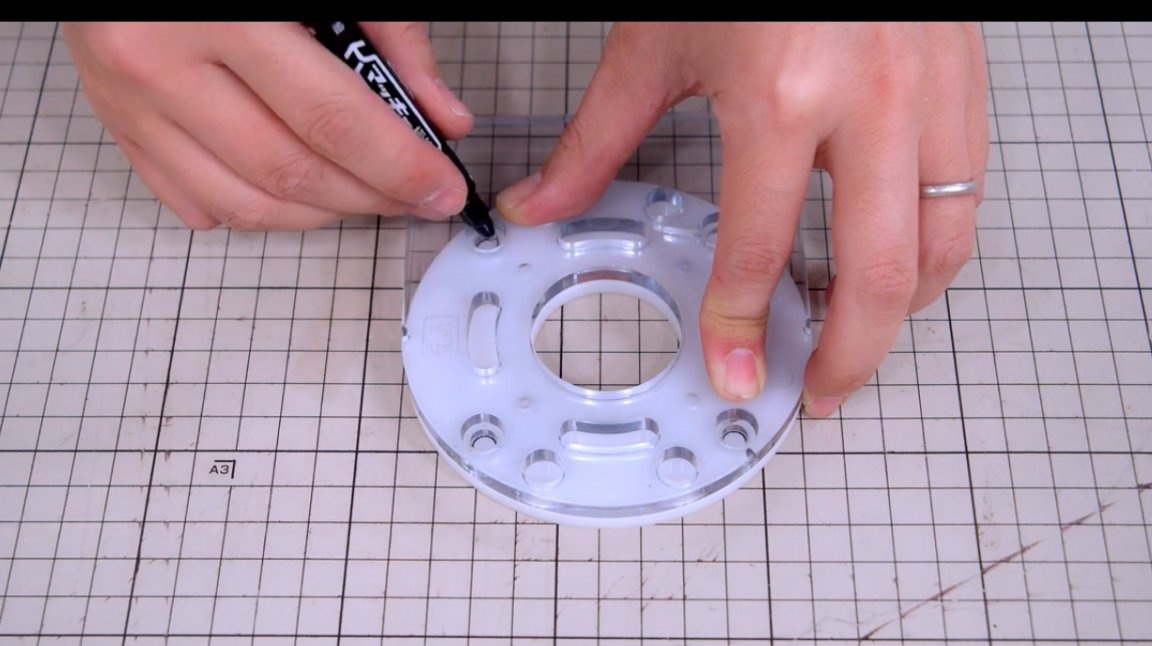
For perfektionister viser forfatteren, hvordan man selv fremstiller en ny sål fra plexiglas. Han limer emnet på brættet ved hjælp af dobbeltsidet tape.



Ved hjælp af en markeringsmagasin finder han centrum og borer et tyndt hul i det for kompaslinealens nål.
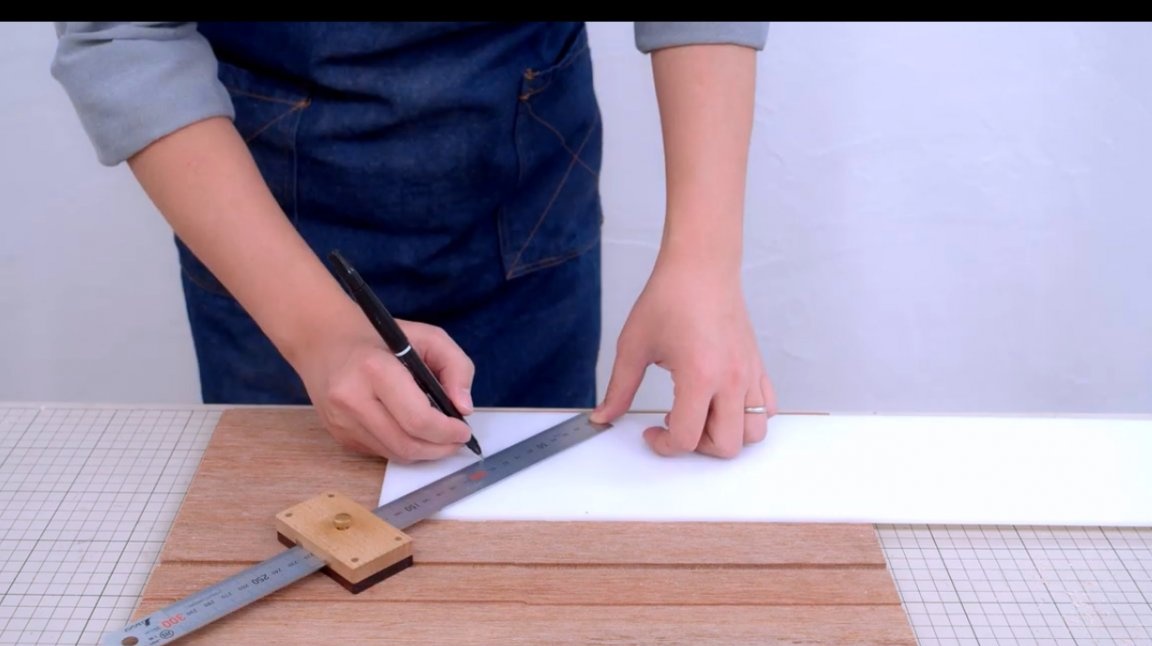

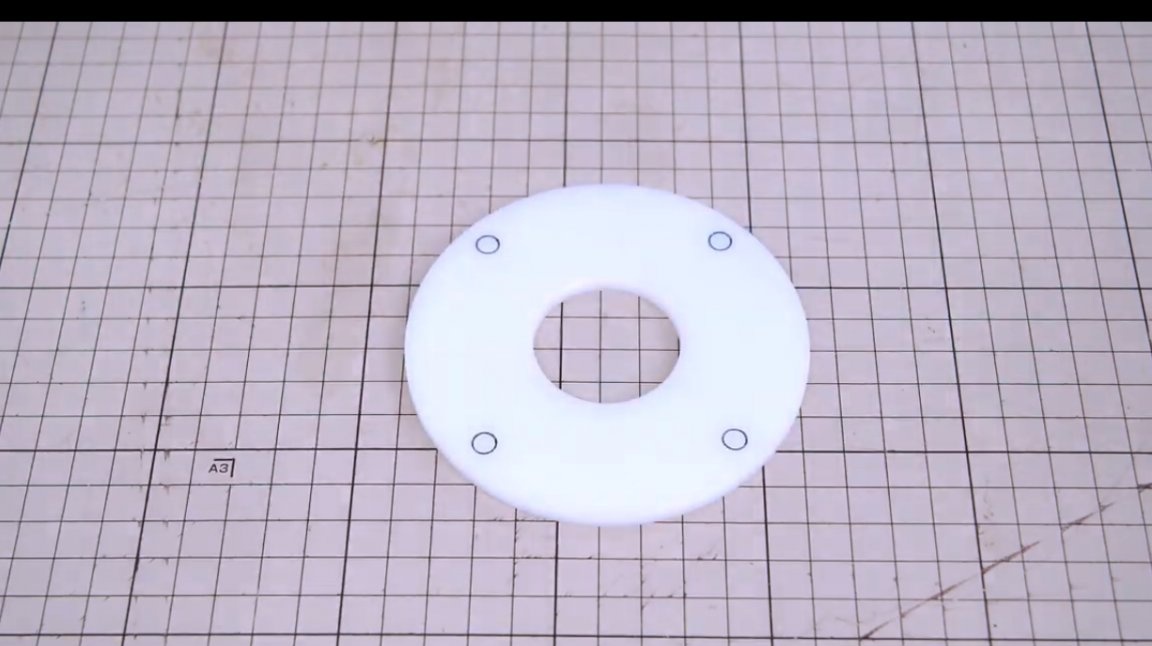
Derudover skrues et kompas på fræseskæret, og en cirkel skæres med en udvendig diameter lig med sålen.


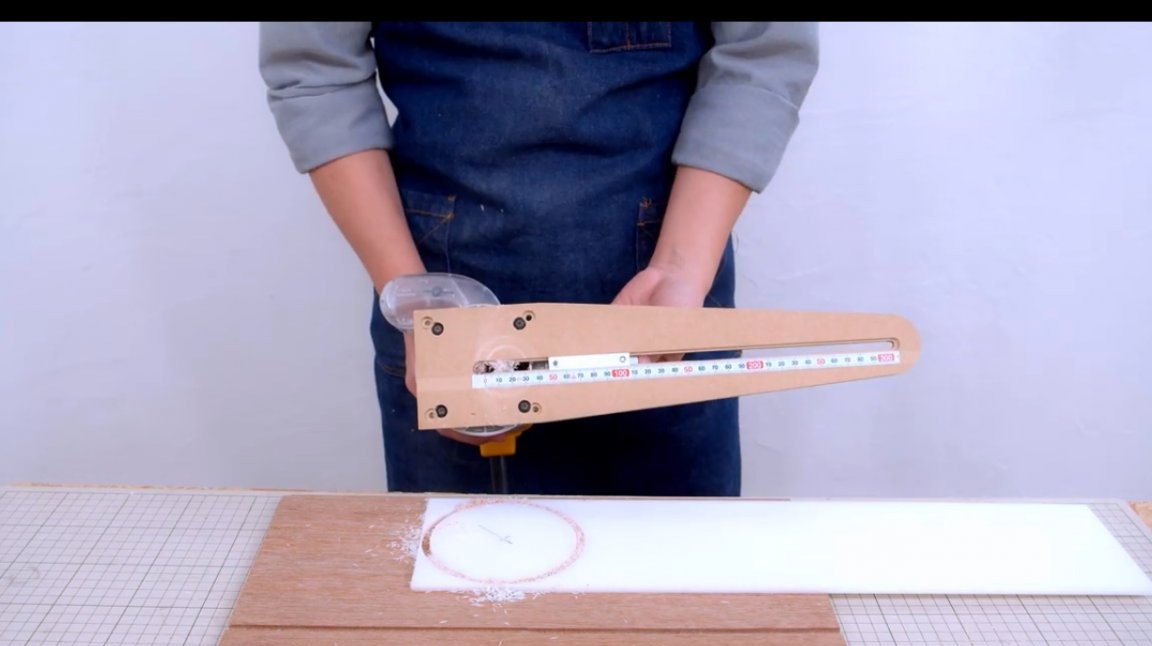
Efter at have flyttet linealen, gør den et indre hul.
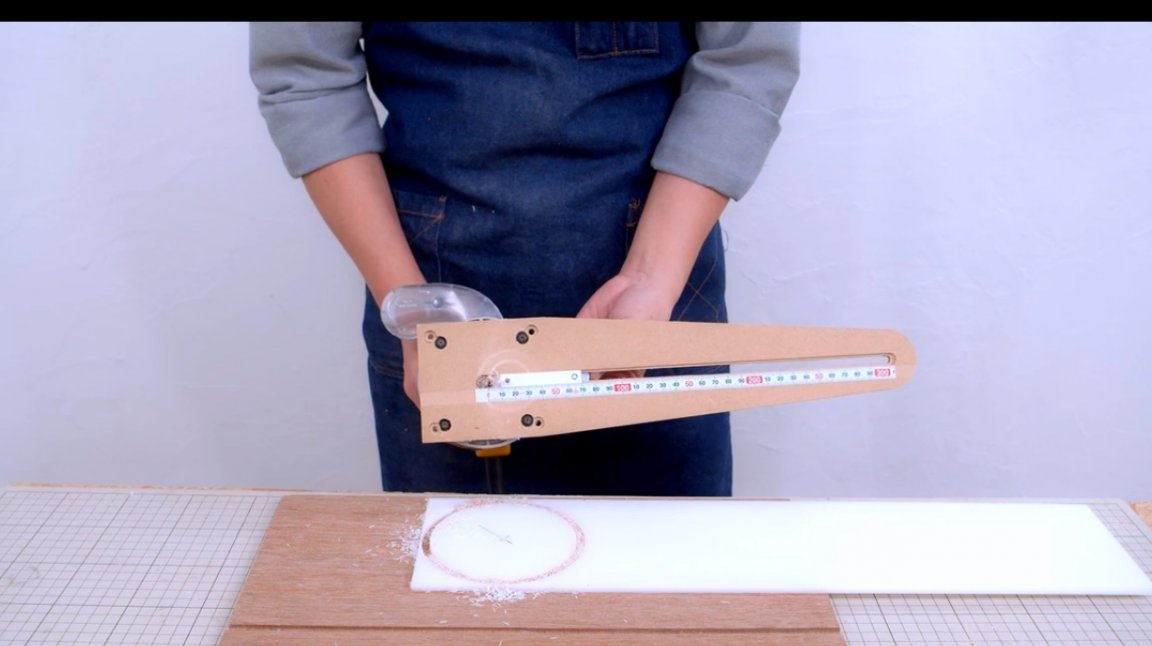


For at skille emnet af kan du bruge et opløsningsmiddel, efter nogle få sekunder giver det dig mulighed for at adskille det uden anstrengelse.


Og her er størrelserne på de forskellige sider af den nye del. Afvigelse er minimal.


Kanterne på det centrale hul afrundes af en radiusskærer med et tryklager.


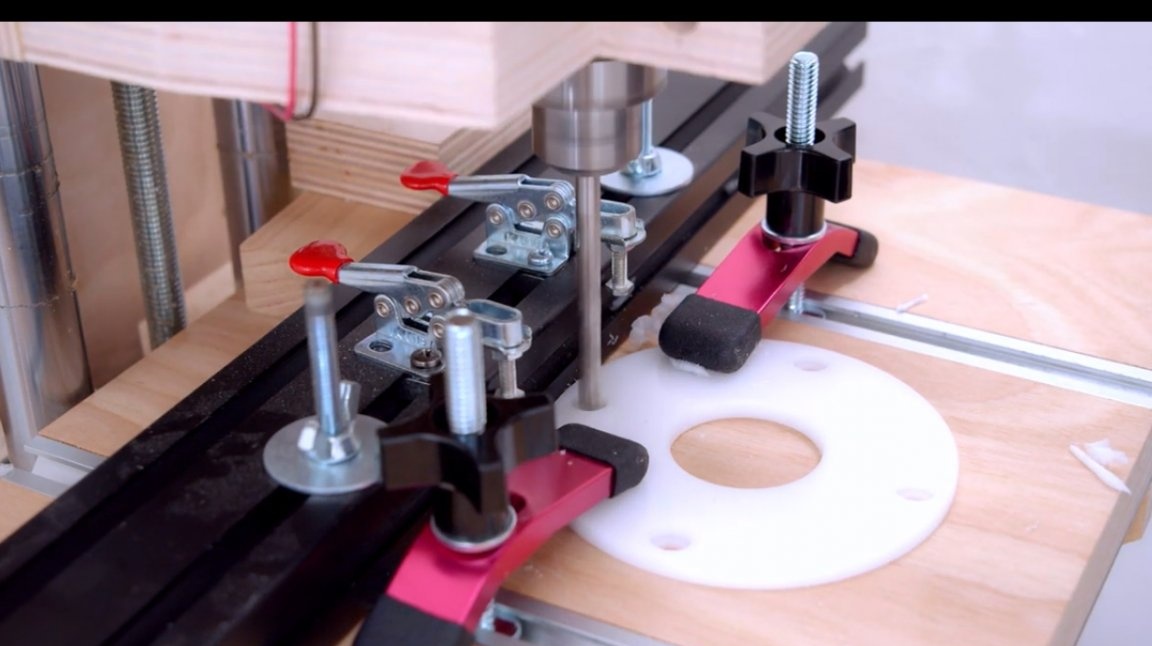
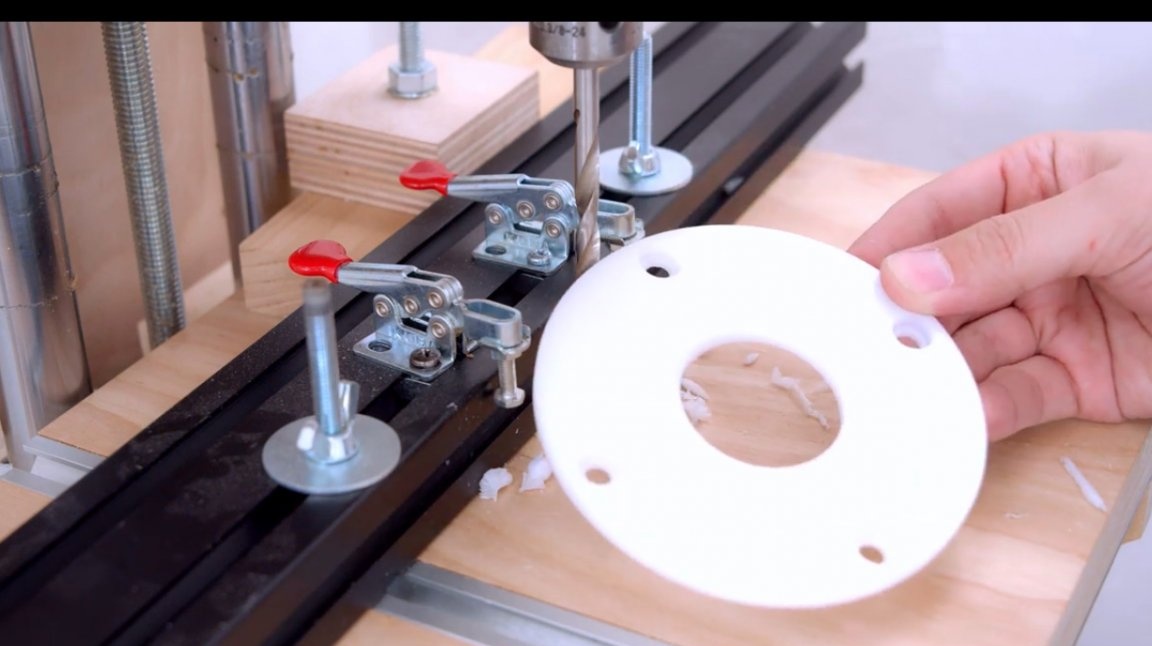
Mærkning af huller fra den originale sål overføres.
Og hullerne i sig selv forsænkes og bores.

Nu udføres kalibreringsproceduren for den nye sål igen.



Nå, den sidste kontrol, og igen to passerer med et stop i midten.



Sammenføjningen af de to riller er bare perfekt.



Jeg takker forfatteren for et simpelt, men meget nyttigt tip til kalibrering af sålen på en håndværk!
Alt godt humør, held og lykke og interessante ideer!
Forfattervideo kan findes her.