


Dette design blev lavet til præcis boring af trykte kredsløbskort med specielle bor (bor) baseret på wolframcarbid.

Disse bor er perfekt borede og er næsten ikke stumpe fra glasfiber. Men de er ret skrøbelige og går let i stykker, når de ved et uheld hælder elværktøjet. Efter at have brudt et par tynde bor, besluttede jeg at begynde at fremstille et borestativ.
Jeg havde en brændt håndfræserkniv liggende i papirkurven (der var ingen mening i at reparere det - prisen på problemet).
Ideen var at bruge dens dele og standardprodukter fra en hardwarebutik med minimal forfining og minimale omkostninger og tid. Og universalitet, dvs. muligheden for at installere som et proprietært MFI-firma Dremel,

og kinesiske IFI-optioner.

I dette design blev brugt:
- detaljer fra den manuelle fræser BOSCH POF-1200
- standard monteringsplade 180x65x2mm
- standard monteringsplade 200x20x2mm
- standard monteringsplade 100 x20x2mm
- standard hjørne 50x90x55x2mm
- standard hjørne 100x100x20x4mm
- metalklemme med møtrik 1 1/2 48-52 mm
- hårnåle M8-120mm
- aluminiumsplade (silumin) 120x60x4mm
- LDSP 225x180x16mm
- spånplade 180x80x16mm
- fastgørelsesmidler: M4, M5, M6, M8.
Af de anvendte værktøjer:
- Dremel MFI'er
- borestativ
- skæremaskine
- puslespil
- skruetrækker
- filer
- klemmer
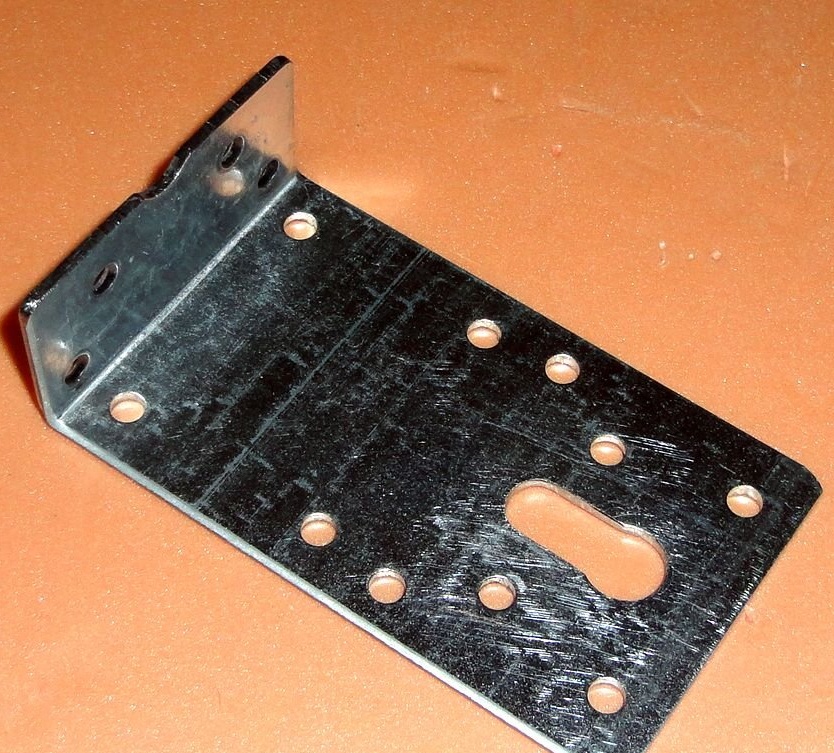
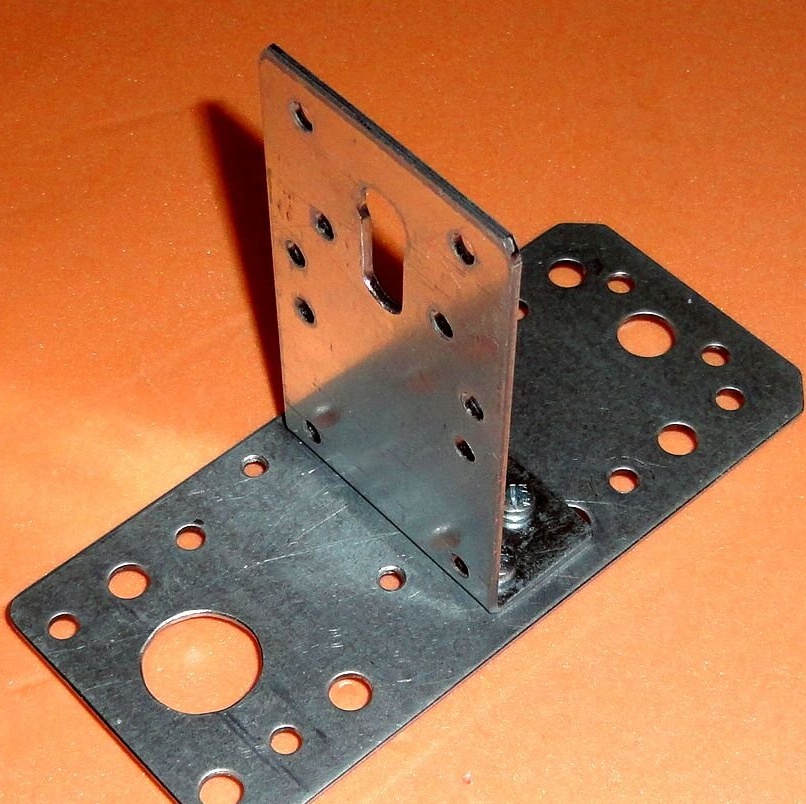
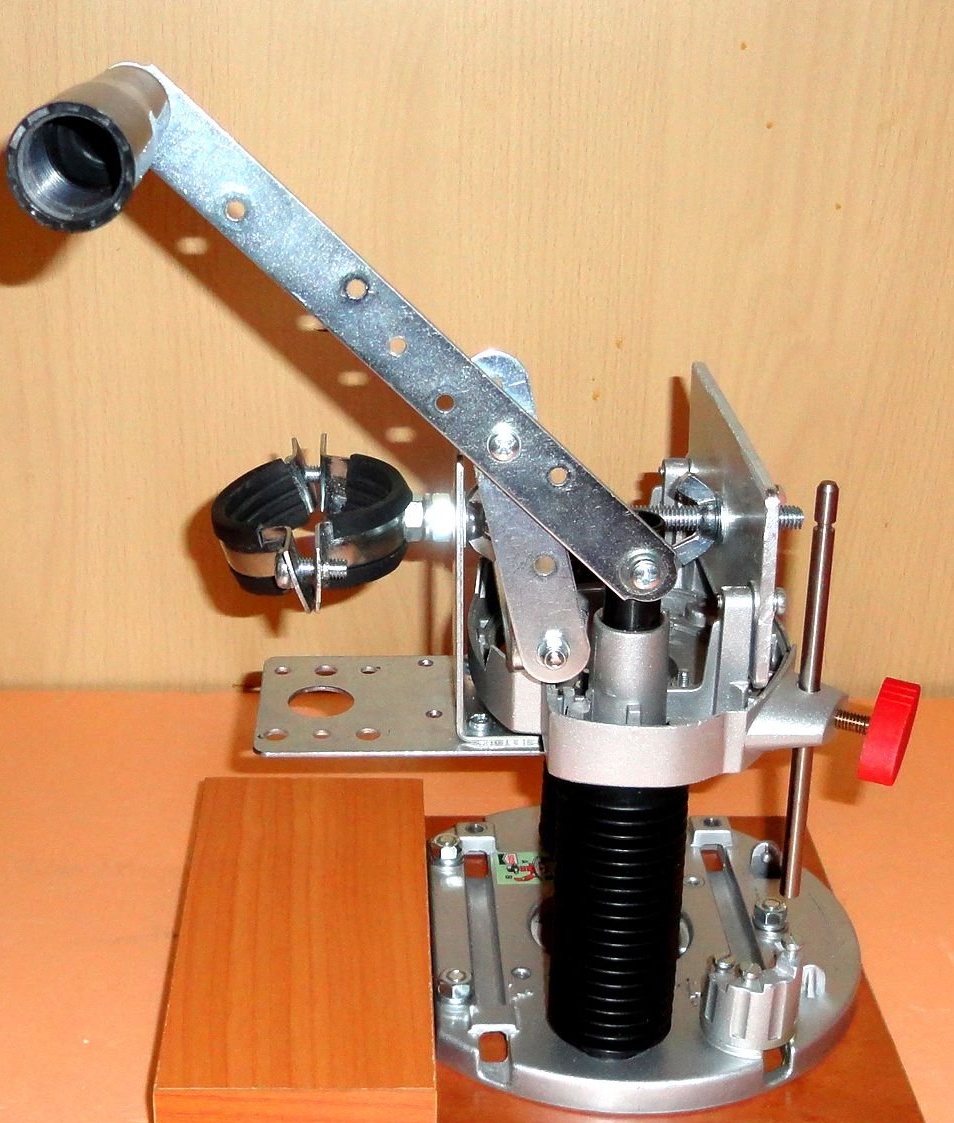
Al mærkning og videreforarbejdning af konstruktionsdele blev udført straks på plads. Bærestrimlen er lavet af en metalstandard monteringsplade 180x65x2mm. Pladen vælges under hensyntagen til sammenfaldet af huller med montagehullets monteringshuller.
To huller blev boret under fabrikkens hjørnehuller i stangen, og to huller blev bearbejdet. Der blev foretaget en åbning til MFI-huset med en diameter på 19,5-20 mm. Overskuddet afskæres. Resultatet er en størrelse på 145x65mm.
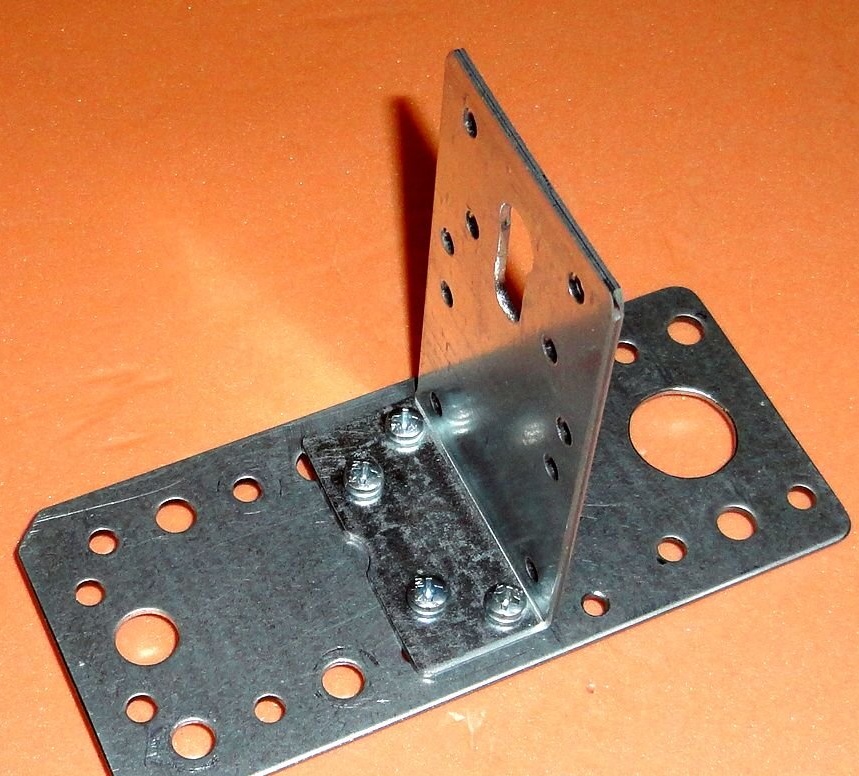
I hjørnet er fabrikshullet bearbejdet til en 8 mm tapp. Overskuddet afskæres. Den ydre dimension er 25x90x55mm.
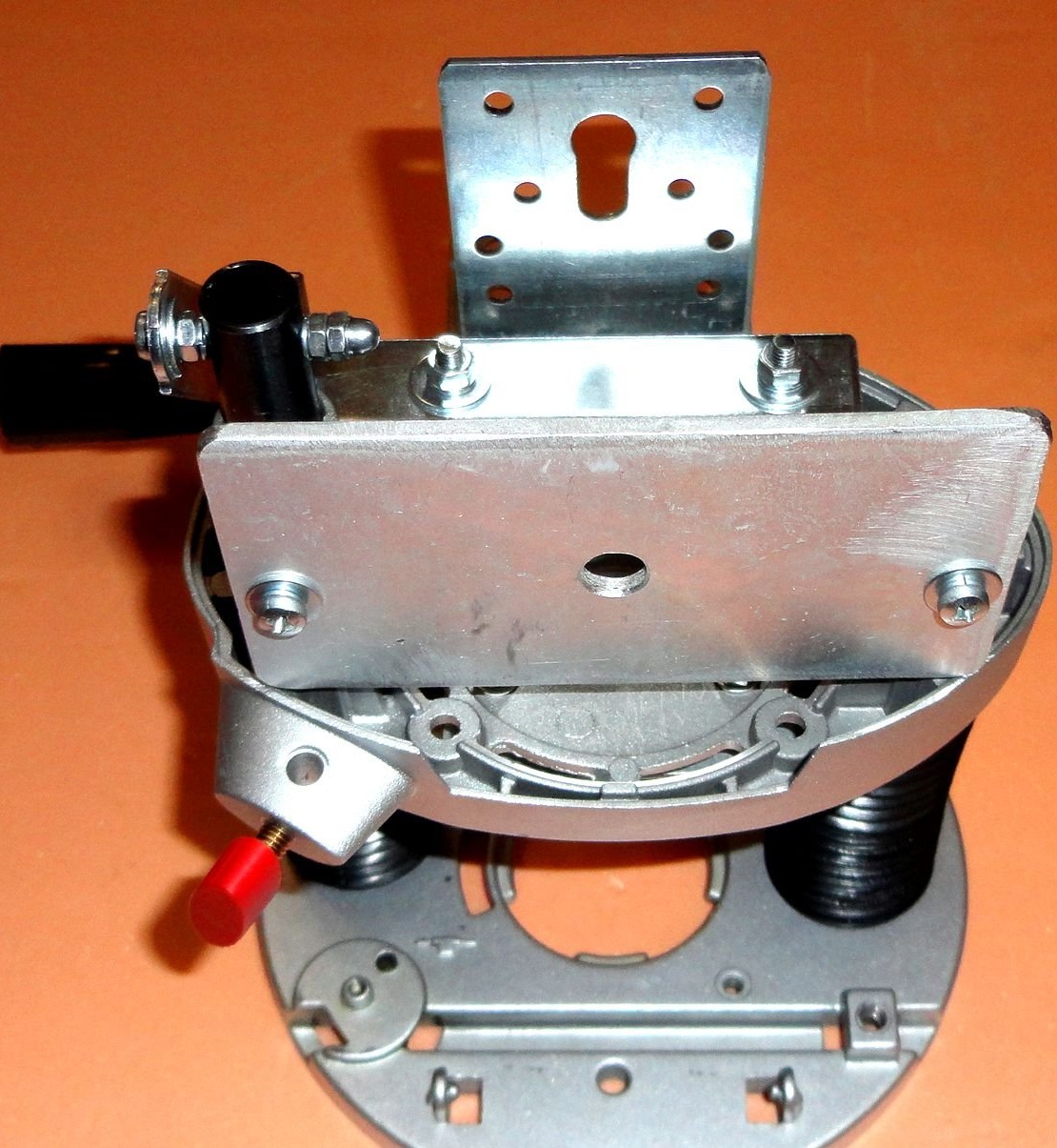
Støtteplade med monteret hjørne. Montering sker med M4-skruer.
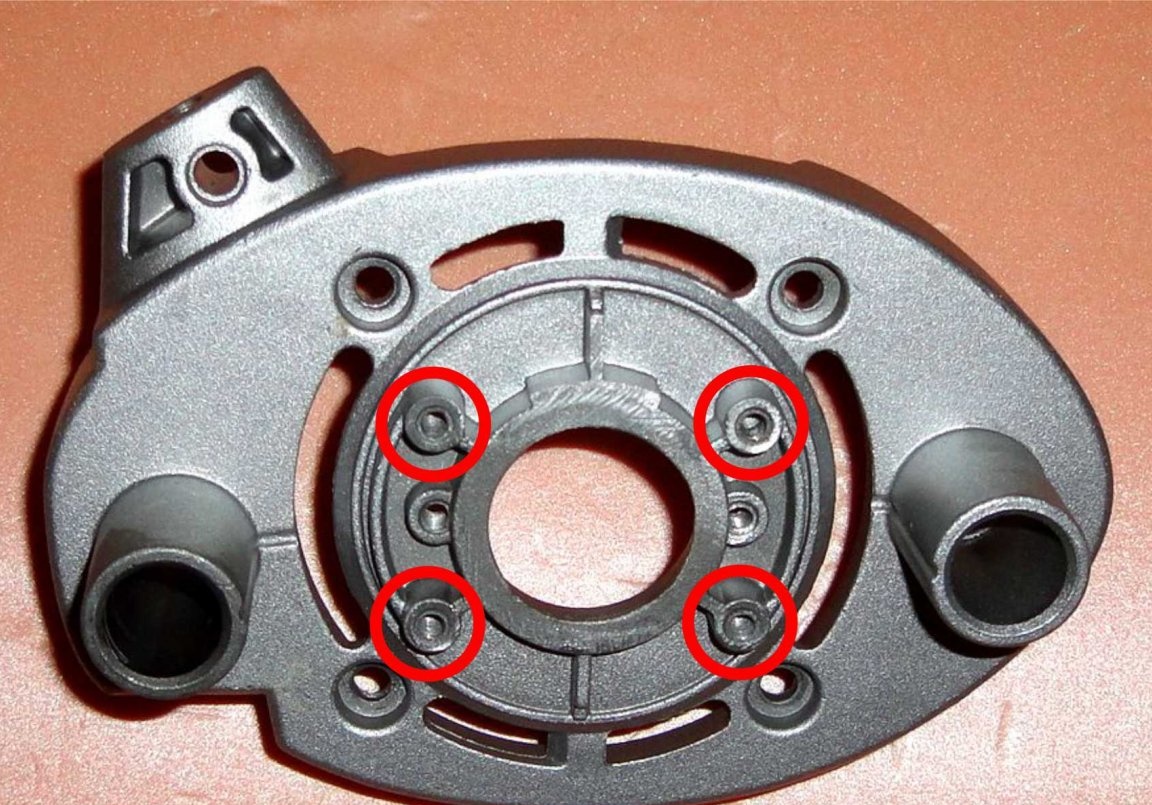
Fremhævelsen af grebsmekanismen er lavet af et standard metalhjørne 100x100x20x4mm.Et 2 mm tykt hjørne fungerer ikke. det begynder at springe og deformeres (kontrolleres). I den resulterende del anvendes fabriksfremstillede huller, hvoraf den ene skulle stanses. Og et hul blev boret under aksestangen til ledstangen med en diameter på 4 mm. Den resulterende ydre dimension af delen er 100x20x20mm.

Vægten er knyttet til kroppen ved hjælp af M5 skruer gennem stativerne, der bruges 18 mm M6 forbindelsesmøtrikker.


Et gennemgående hul blev boret i den rørformede føring til gearaksen med en diameter på 4 mm.

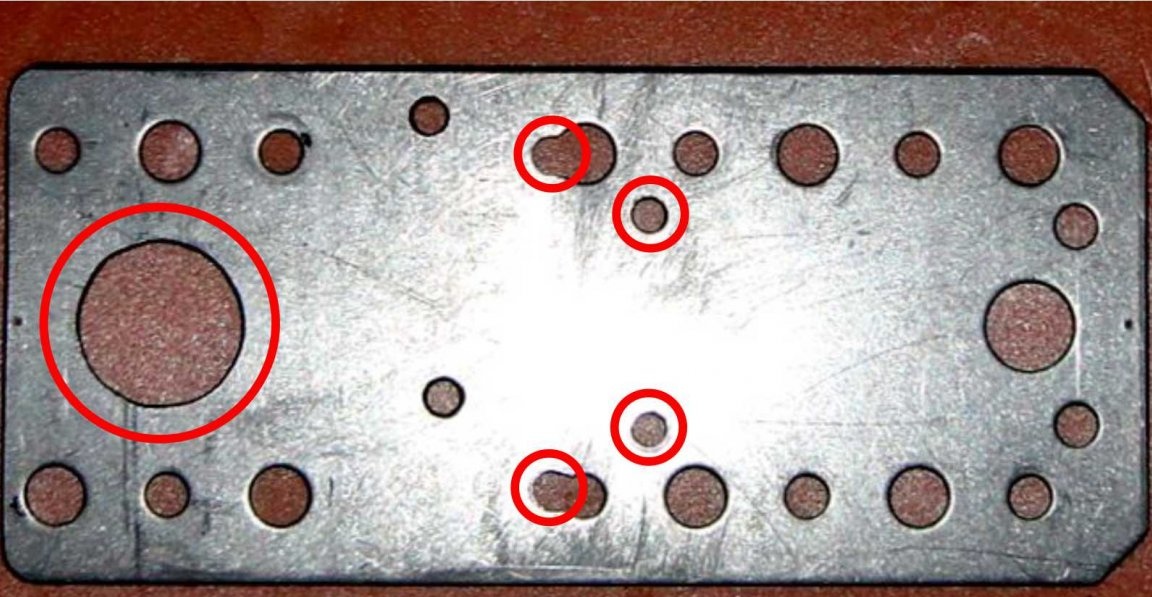
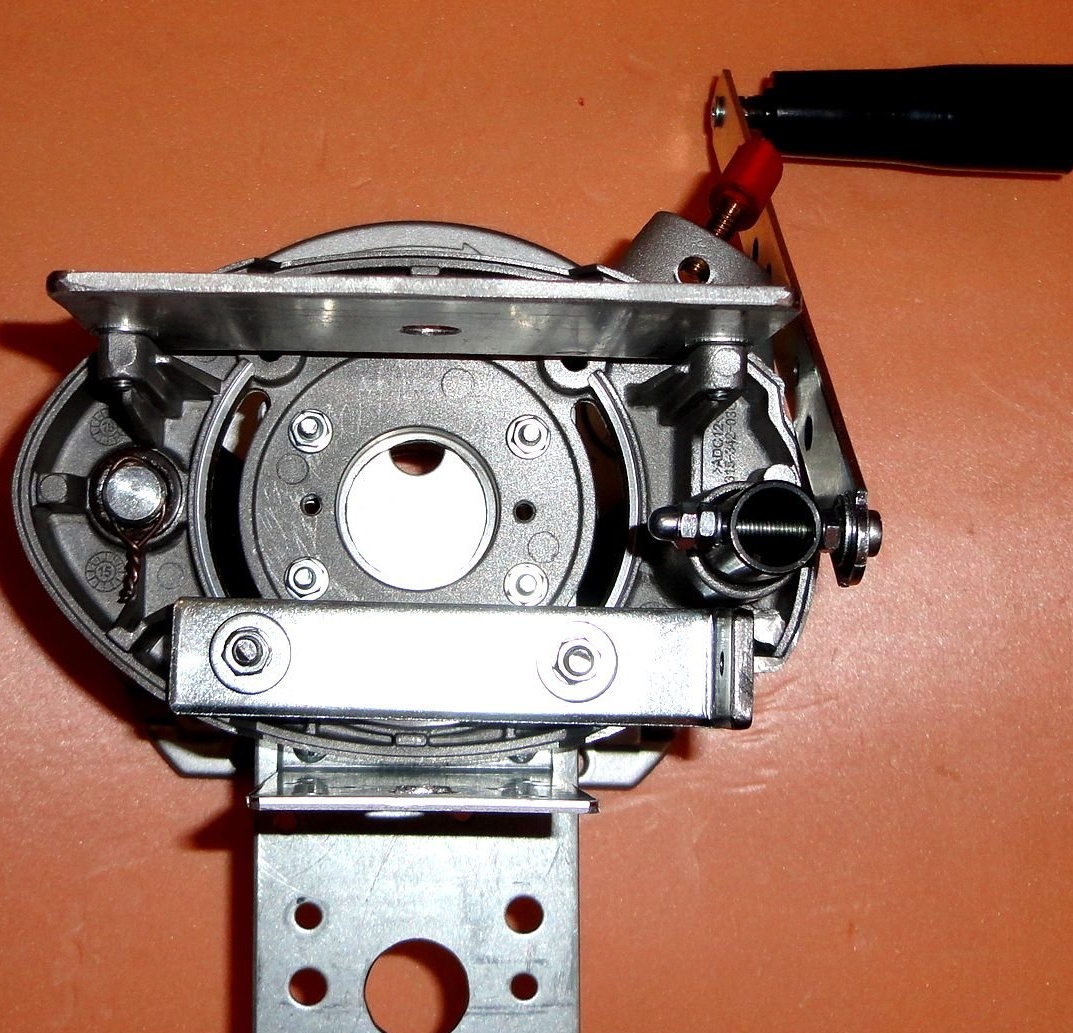
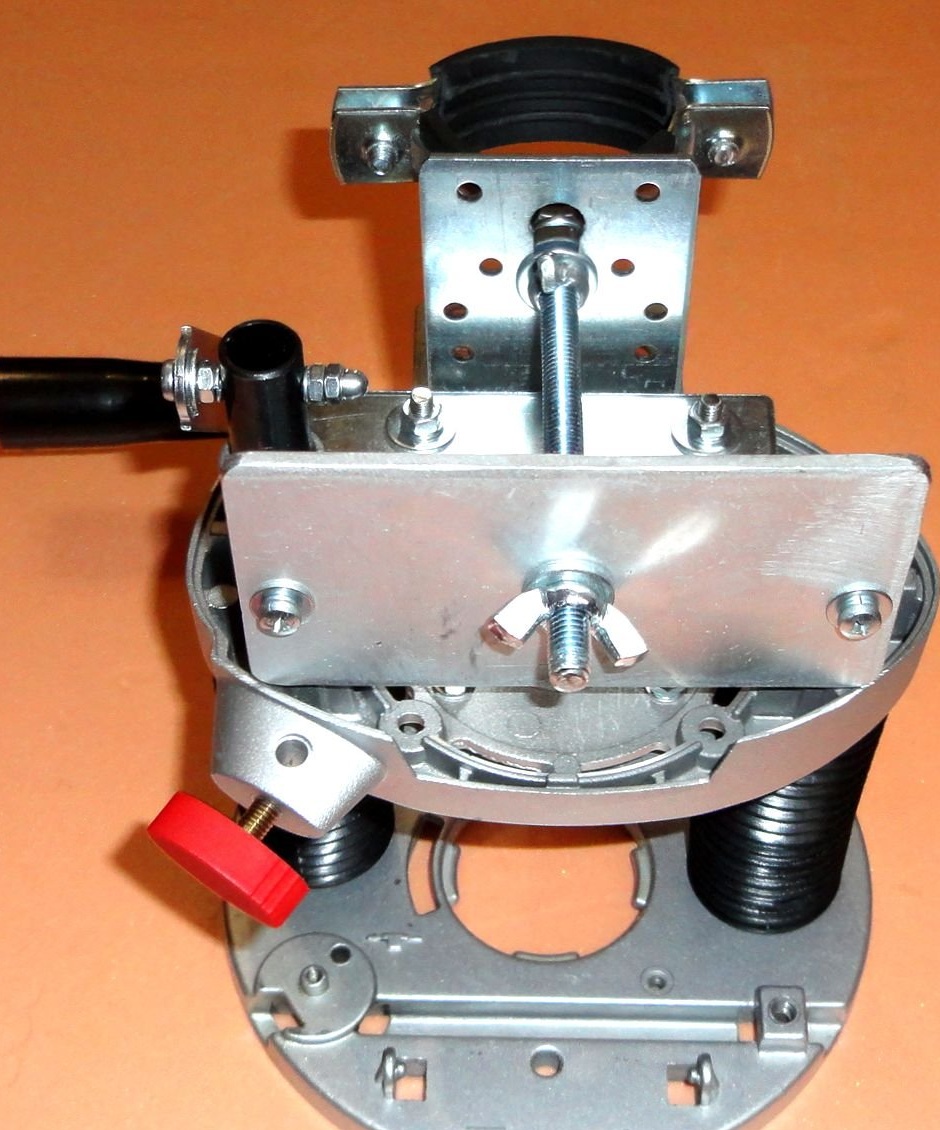
Aluminiumsholderens bagplade (silumin) er skåret med dimensioner på 120x60x4mm. I det blev der boret huller (med en marge, til linie) sideværter 4,5 mm, centrale 9 mm.

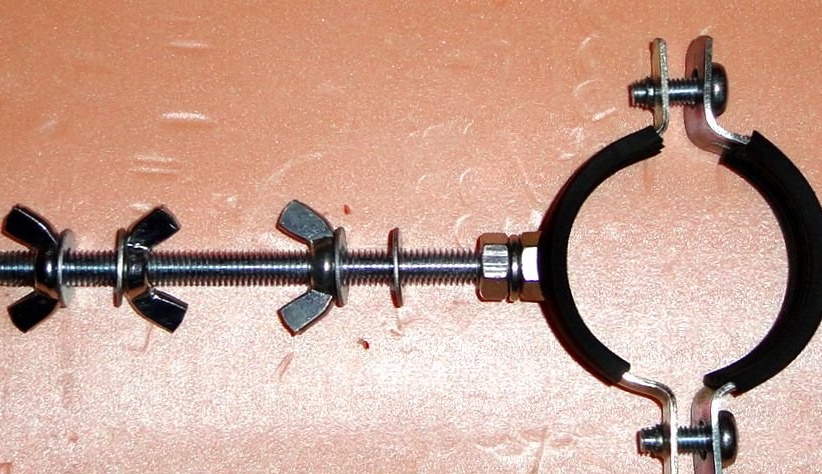
Designet bruger kun en fjeder, hvilket er helt nok. Fjederen er monteret på en rørformet føring. Begge føringer er dækket med termoelementer.

Holderfesterne bruger M8-møtrikker af typen "lam" for at lette justeringen af boret. M8 hårnålen er fastgjort til klemmen gennem en rillevask og fastgøres med en ekstra møtrik.
Bundpladen med holderens hjørne er fastgjort til huset med fire M4-skruer.
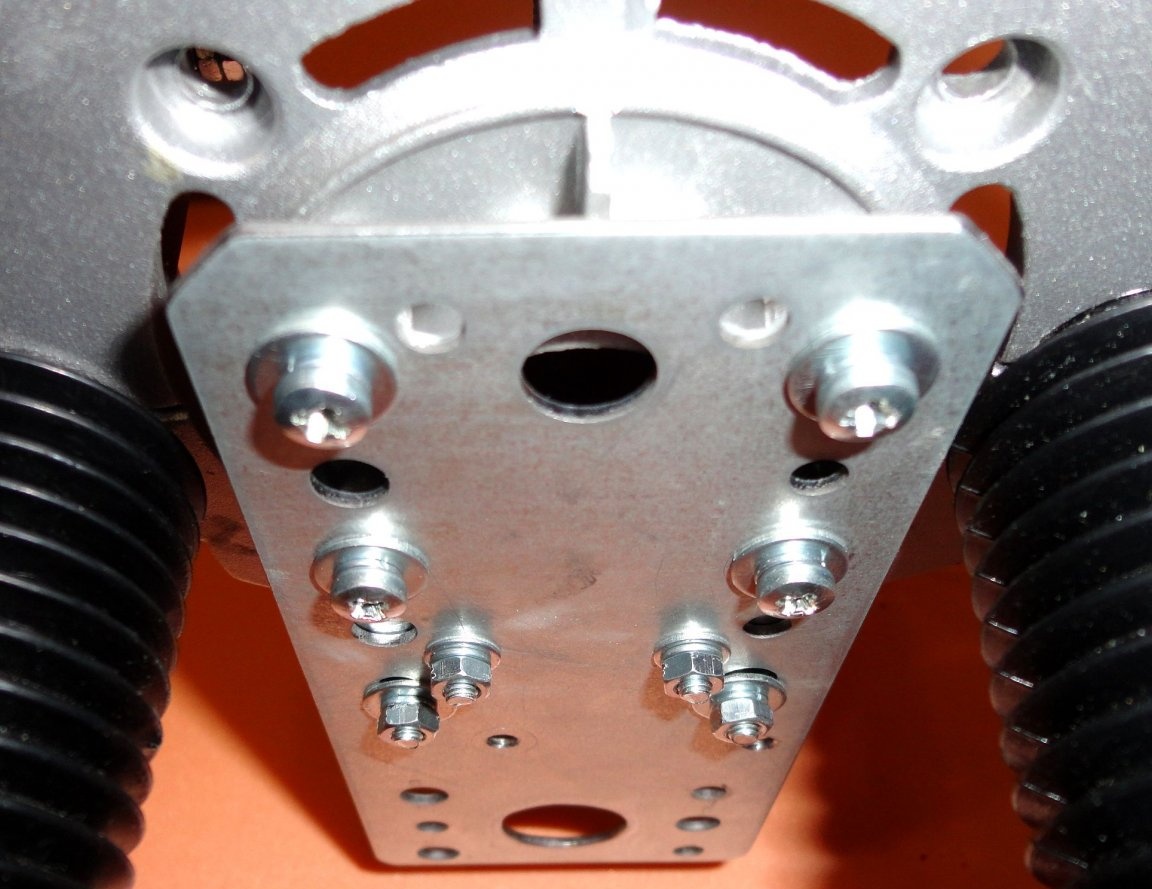
Holderens bagplade er fastgjort til kroppen med to M4-skruer.
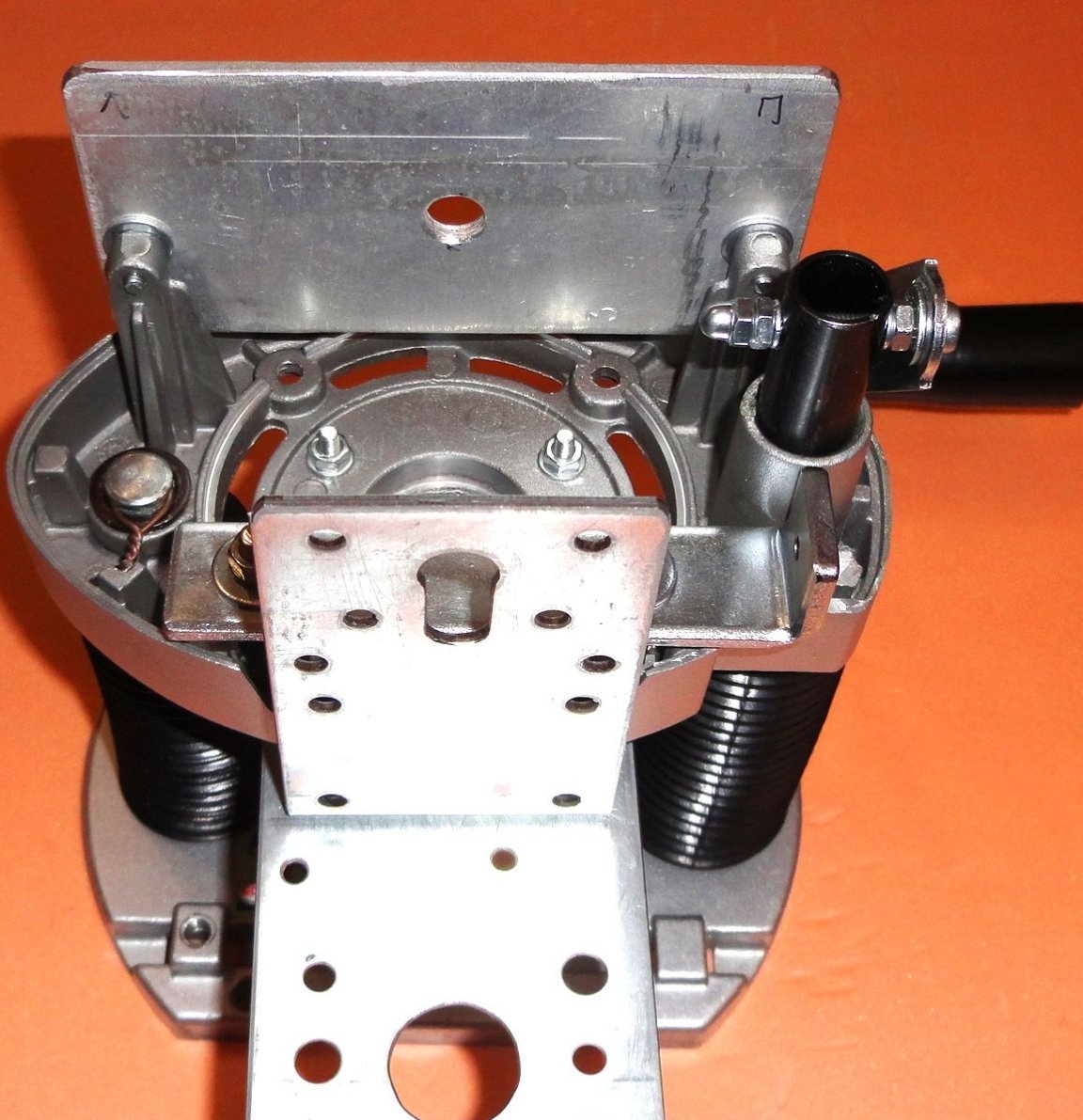
Monteret holder.
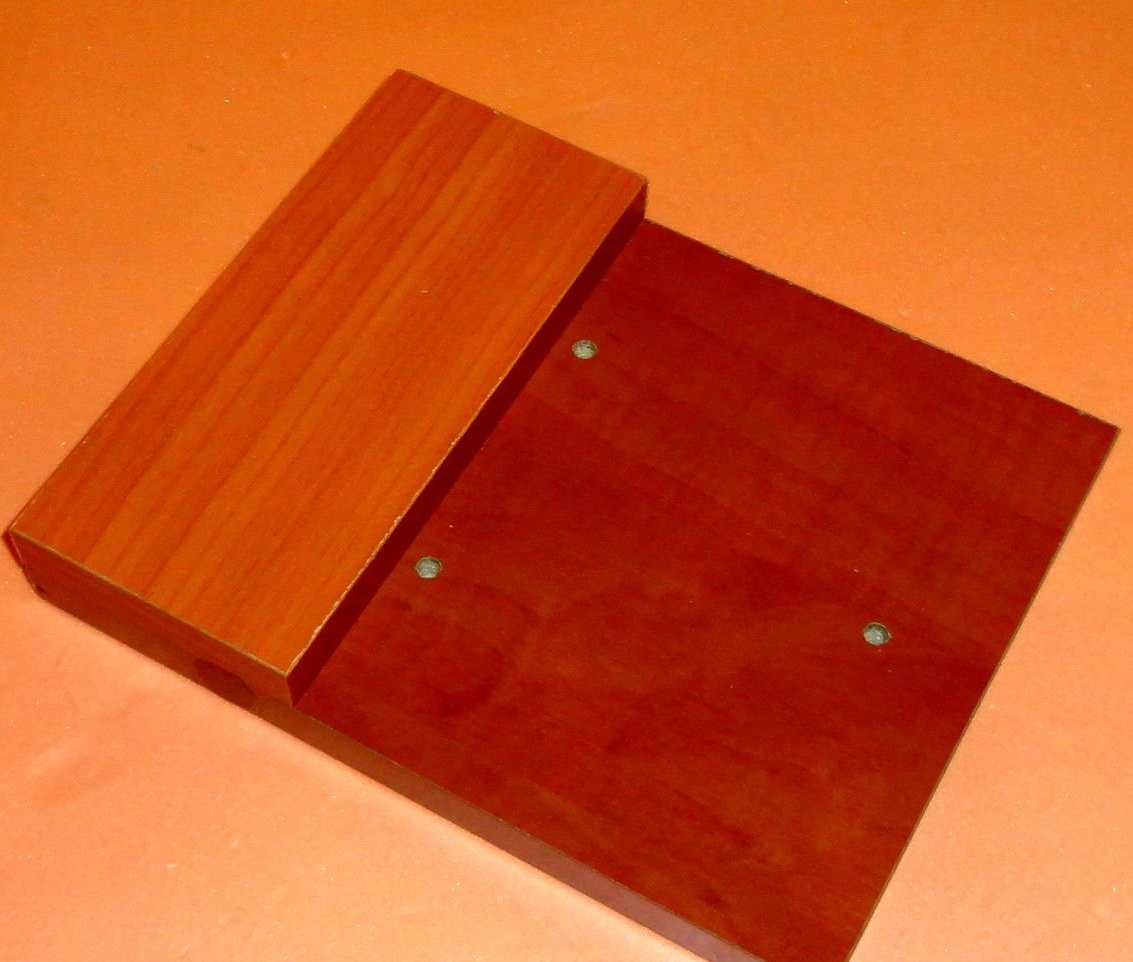
Sengen og understøttelsesbordet er afskåret fra spånplade og har dimensioner 225x180x16mm og 80x180x16mm. Selvklæbende gummistøvlejer limes på bagsiden til af møbler. Supporttabellen skifter let til forskellige indstillinger.
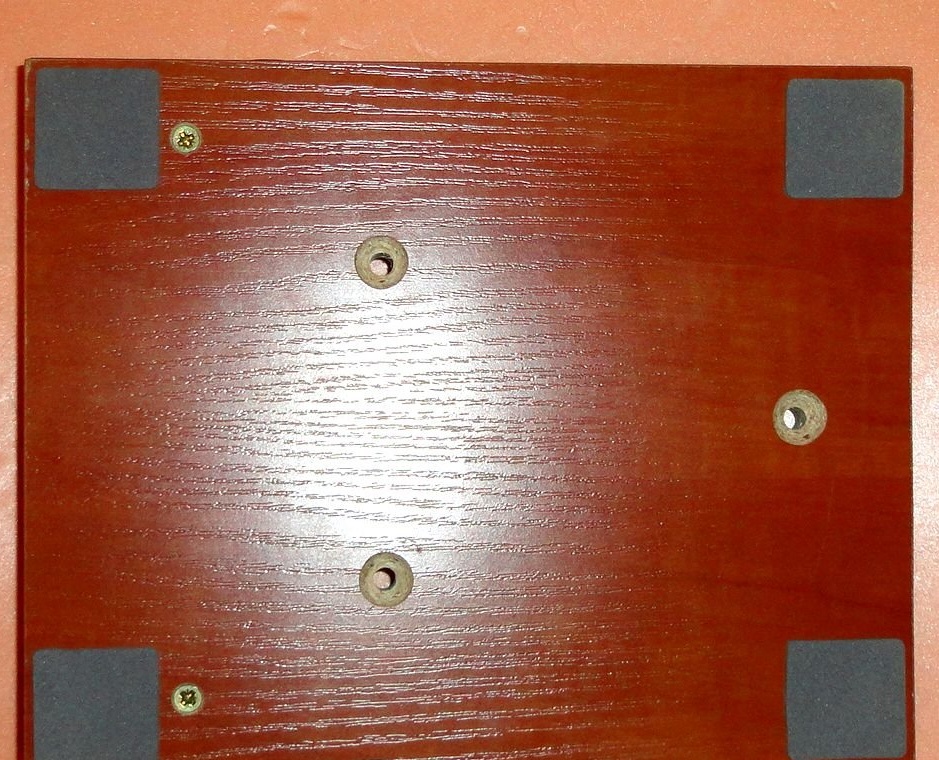
Fræsebundpladen er fastgjort til sengen med tre M6-skruer.
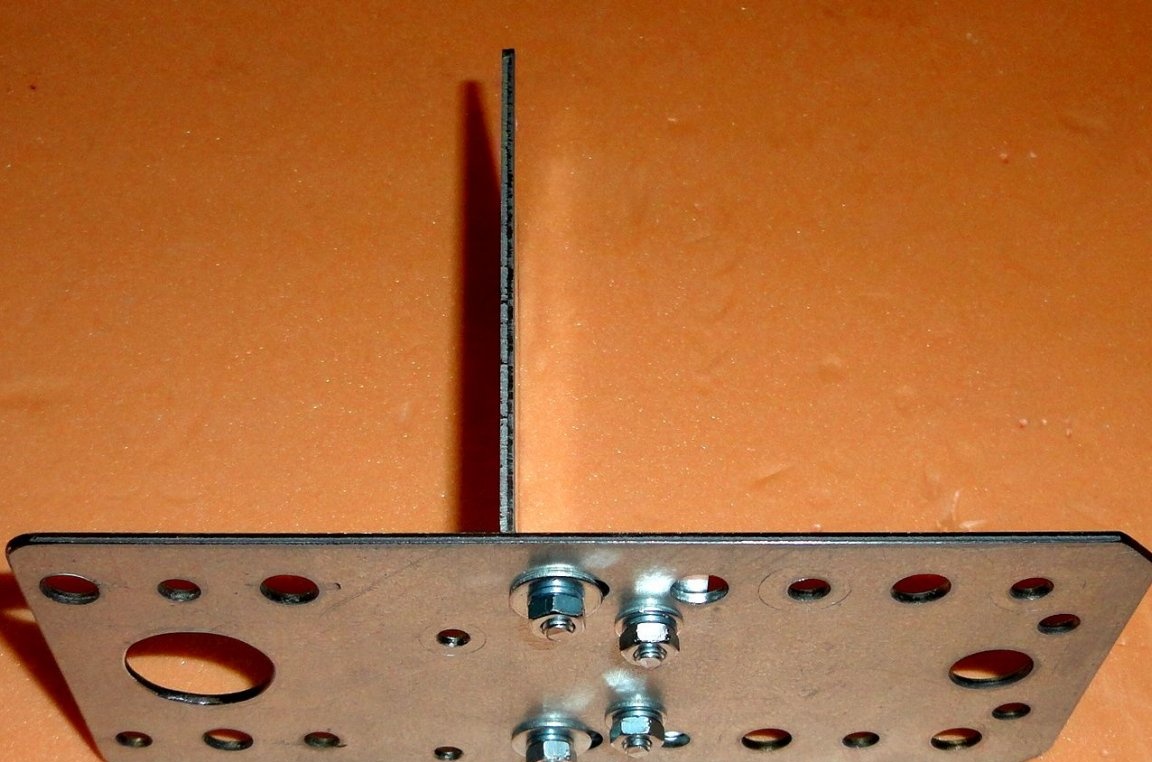
Håndtagsmekanismen er lavet af færdige monteringsplader 200x20x2mm og 100x20x2mm, hvor yderligere 4 mm huller er lavet.


De anvendte aksler er M4-skruer. Akslerne på den rørformede føring og det nedre stop er fast fastgjort med møtrikker og notskiver. Trækkeaksen roterer frit. Vaskere bruges også til at udjævne hele mekanismen. Selvlåsende møtrikker (med gummiindsatser) bruges også i mekanismen.

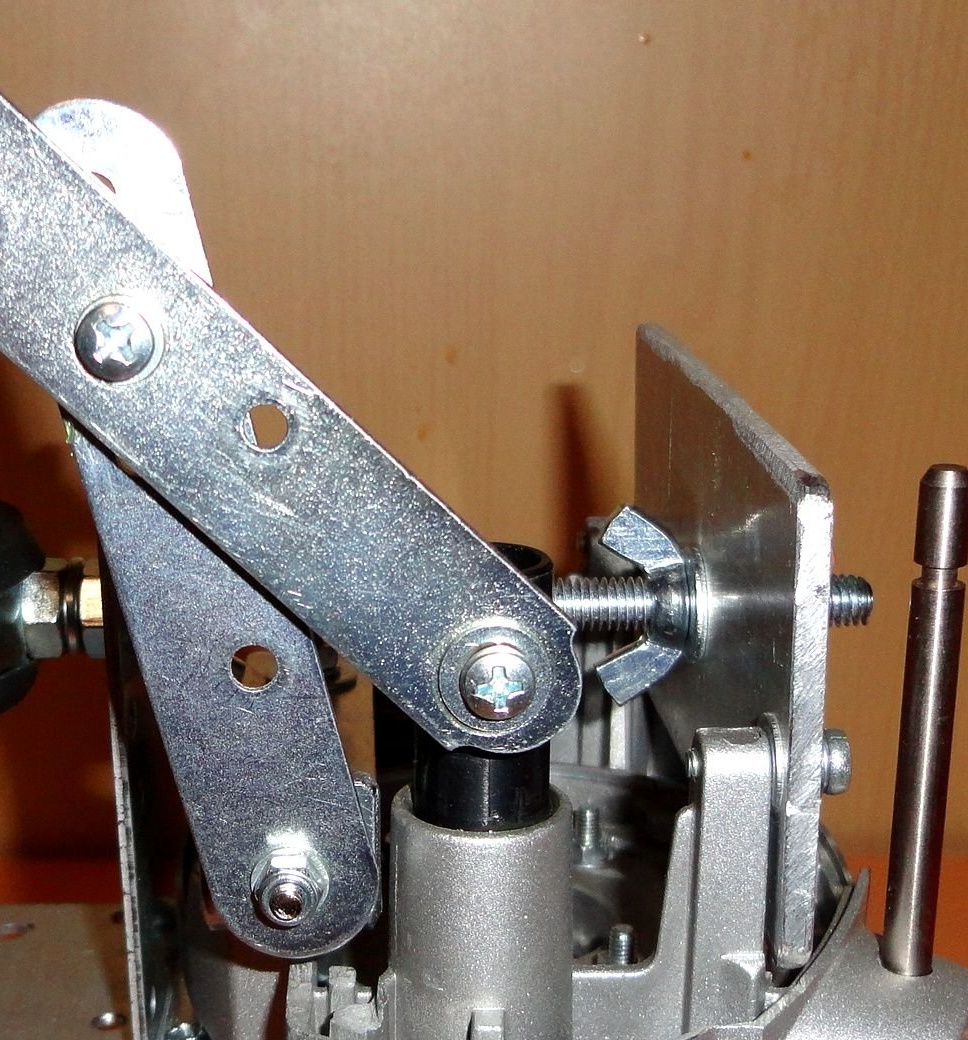
En del fra mekanismen til den samme fræser blev brugt som et håndtag. Hvilket er fastgjort til håndtaget med en M4-skrue.

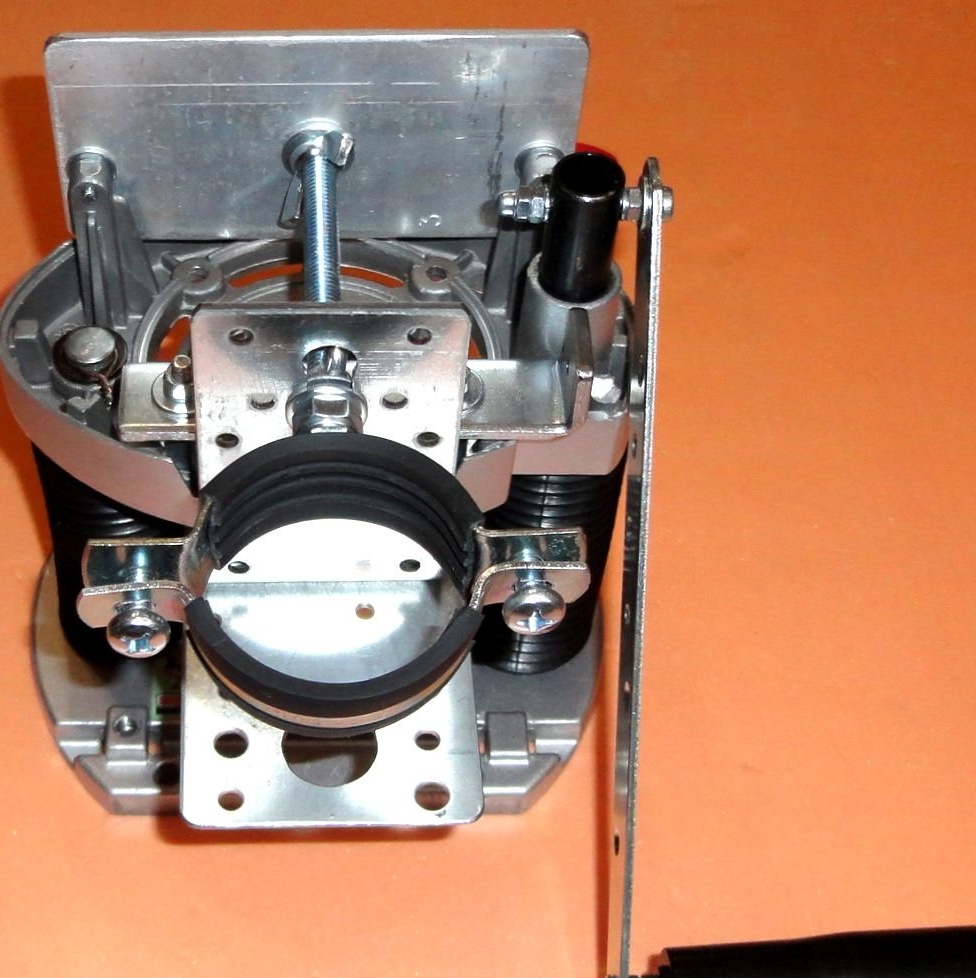
For nemheds skyld er der et justerbart dybdestop fra fræseskæret. De bevægelige dele af leddet og styreskinnerne smøres. Skruefæstgørelser fremstilles ved hjælp af graveringsskiver.
Efter montering af MFI i stativet jævnes borevinklen i forhold til understøttelsesbordet ved hjælp af de bageste justeringsmøtrikker.
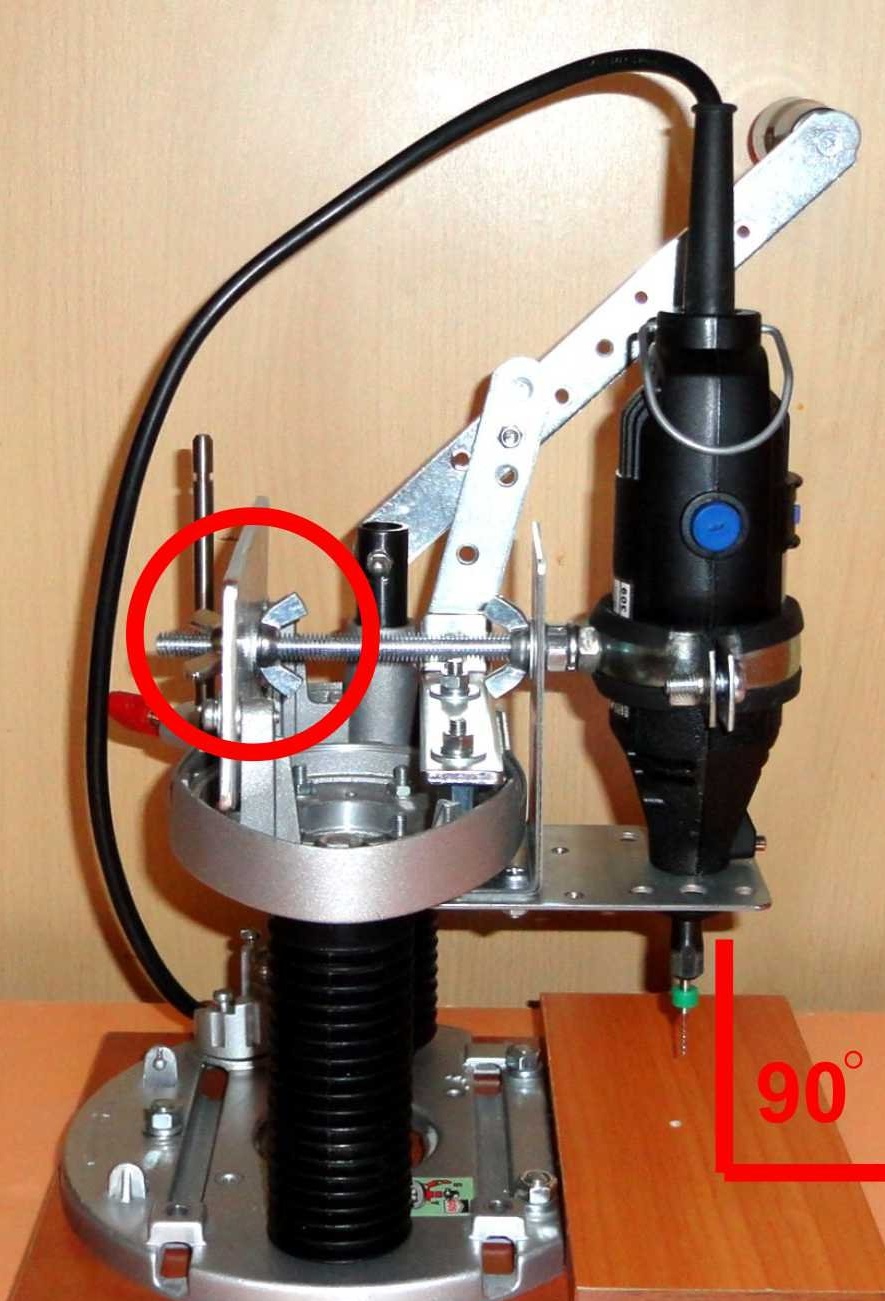
Designet er meget stabilt. Håndtagets skuldre blev valgt med succes, kropets bevægelse langs styrene er let og glat. Ingen tilbageslag bemærkes. Boret med en bor 0,3 mm, boret fører ikke. Det er muligt at bore uden forudgående grobning, hvilket er praktisk med LUT-teknologi til fremstilling af trykte kredsløbskort. Håndtaget giver det maksimale slag langs styrene.
Desværre mistede låseskiven monteret på skinnen, midlertidigt erstattet af vridning af ståltråd.
fordi ved design af gearmekanismen bruges standardprodukter, så i tilfælde af slid er der ikke noget problem at udskifte uden unødvendige problemer. Jeg gjorde ikke baggrundsbelysningen, da et skrivebordslampe var nok, da jeg arbejdede ved skrivebordet.
Da jeg arbejdede med dette produkt, huskede jeg også den sovjetiske metalbørnsdesigner, hvor der var en masse dele med huller, tandhjul og nødder !!!
Hvis du har brug for yderligere oplysninger, skriv til postkontoret, jeg vil prøve at være sikker på at svare.
Feedback, forslag og kommentarer er meget velkomne.