
God dag til alle. Alle ved, at gode ting i disse dage slet ikke er billige, og værktøjer er ingen undtagelse. Men mange værktøjer kan laves gør det selv og fra tilgængelige materialer. Og forfatteren af Techno Cracy-kanalen vil demonstrere dette for os. I dag vil forfatteren fra en almindelig gammel fil lave et håndvende værktøj, den såkaldte Meisel. Og til dette arbejde vil mesteren med vilje ikke bruge noget elværktøj, undtagen for den elektriske bore, og selv da kun for at skabe et hul i håndtaget. (Men du kan undvære en elektrisk bore.)
Det vigtigste værktøj vil være:
Metal fil
fil
skruestik
rasp
Sandpapir
Lineal med gradskive
Markør og enkel blyant
Et stykke almindeligt papir
Slibemaskine
Maskinolie

Og har også brug for en brænder.

Spraydåse med gas.

Epoxylim.

Og jernchlorid.
Materialer: ideelt er der brug for ler, men forfatteren havde ikke det, og derfor brugte han en cementbaseret kitt i stedet for ler.

Sovjetisk fil.

Vvs-montering.

Håndtaget til hammeren.
Plet alkohol.

Mineralolie.

Og stålstriketråd.

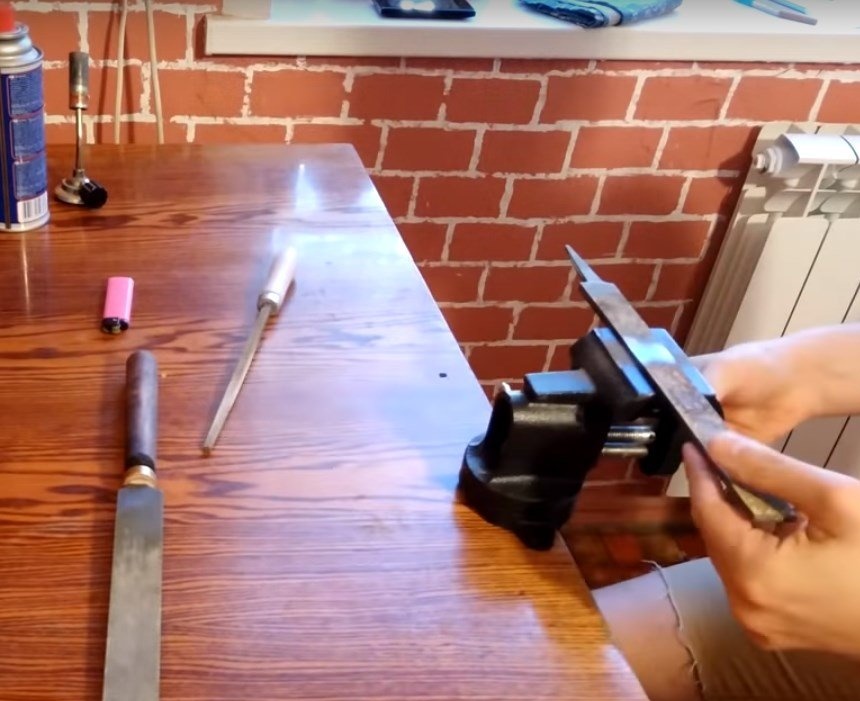
Lidt om filhåndtering. Filen kan behandles på to måder med og uden slukning. Hver af disse metoder har sine fordele og ulemper. Filen er hærdet i normal driftstilstand. Derfor er det ikke muligt at behandle det manuelt. Dette er metoden uden at klæbe igen. Bare tag filen som den er, og behandl den ved hjælp af en vinkelsliber eller slibemaskine. Hovedbetingelsen for denne metode er ikke at overophedes metallet. Ellers i det mindste: metalhærdning finder sted, og en anden hærdning er påkrævet, men som et maksimum: det vil kollapse fuldstændigt. Dette er den største ulempe ved denne metode, ødelægge fremtiden hjemmelavet meget let. Det er især let at brænde et skarpt tip, og dette er sket med forfatteren mere end én gang, da han lige begyndte sine eksperimenter med metal. Og derfor, lært af bitter erfaring, er forfatteren nu en stødig tilhænger af manuel metalforarbejdning. For at metallet kan låne sig godt til manuel behandling, rejser forfatteren sin ferie.(I metallurgi kalder de temperering, varmebehandling, hvorigennem metalstrukturen gennemgår omkrystallisering og blødgøres.) Kort sagt, metallet opvarmes og afkøles langsomt, det modsatte af slukning, når metallet opvarmes og afkøles på få sekunder. Sådan overlades en fil i hjem betingelser, en konventionel gasbrænder er tilstrækkelig. Koblede filen i en skruestik, og forfatteren varmet godt op det sted, der vil blive behandlet yderligere. Men som det viste sig, var filen en hård nød, og brænderens kraft var temmelig svag, og skibsføreren formåede næppe at varme den op til en knap mærkbar mørk kirsebærfarve.



Men heldigvis for forfatteren var dette nok til at gøre stålet blødere, og det kunne behandles med et simpelt bænkeværktøj.

Efter at forfatteren skar stykket i en vinkel på 45 grader. Dette er nøjagtigt den vinkel, den klassiske meisel har.

Dette vil være det første drejeværktøj lavet af forfatteren. Derfor vil forfatteren fremstille det ved at overholde parametrene i den sædvanlige klassiske meisel.

Forfatteren indrømmede ærligt, at han ikke havde nogen idé om, hvor hurtigt skæreværktøjet slides, men skibsføreren vil ikke stå bag maskinen i et otte timers skift, og derfor besluttede han at gøre længden af arbejdsdelen til det fremtidige værktøj 100 mm.

Det er ikke altid muligt at klippe arbejdsemnet perfekt i en vinkel, så forfatterens næste skridt er at justere skærekanten.


Derefter bliver du nødt til at danne skråninger. Ved at måle emnets tykkelse er det 6,5 mm.

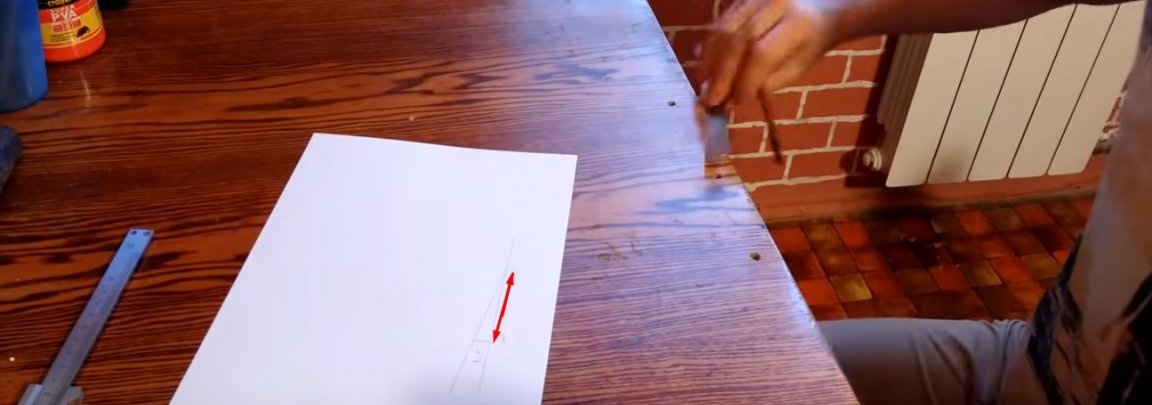
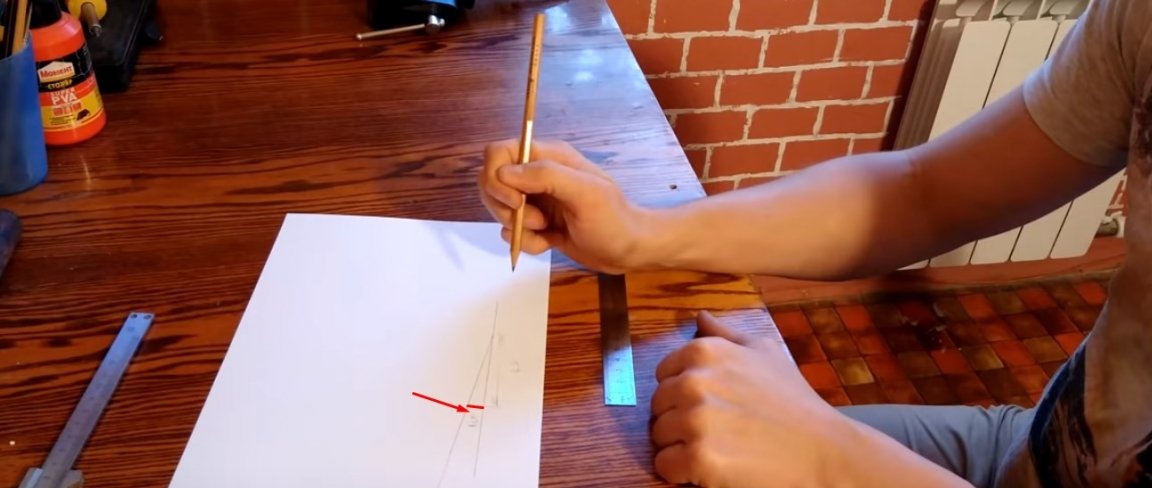
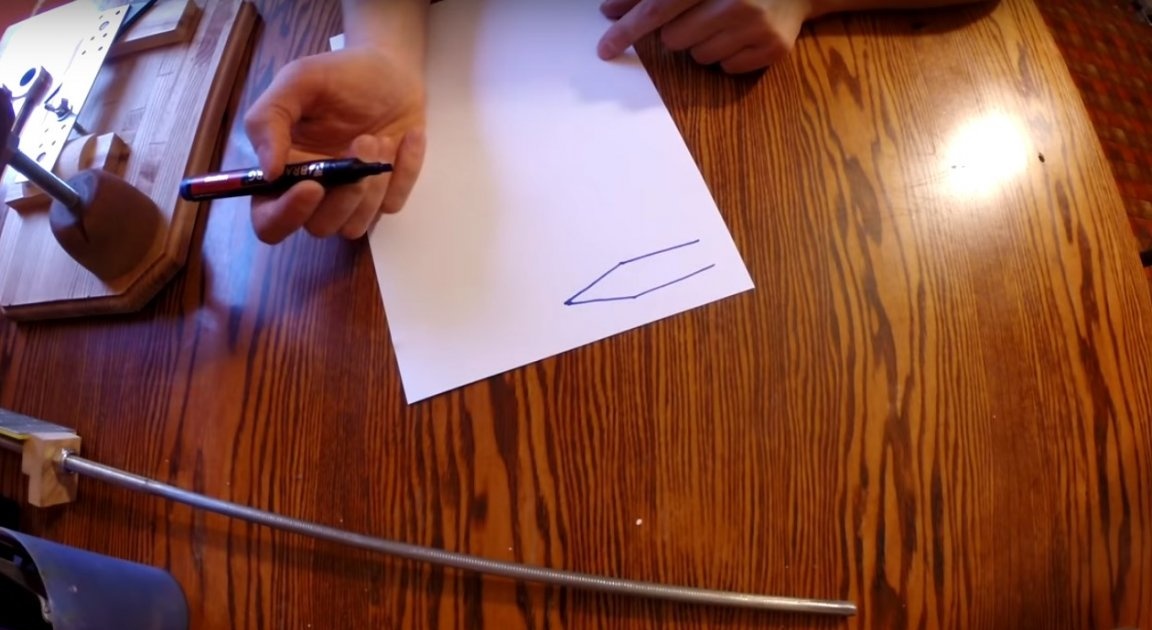
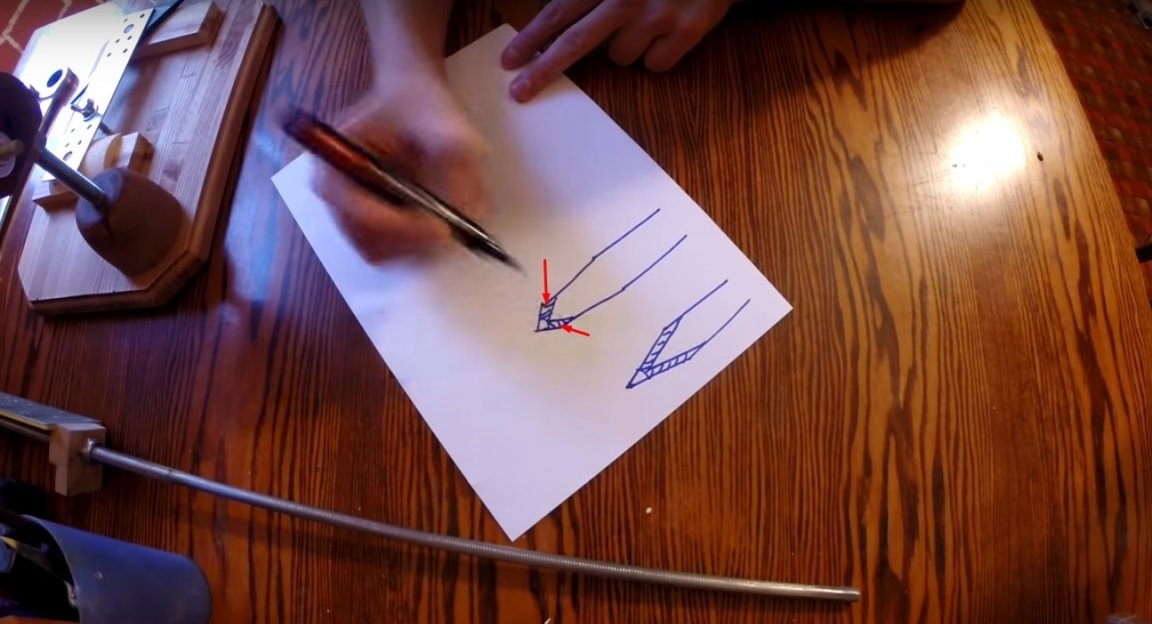
Forfatteren planlægger at lave nedkørsler i en vinkel på 10 grader. Til at begynde med vil han udføre hele beregningen på papir. For at gøre dette trak han en lige linje.

Og markerede pointen på det.

Derefter målte han vinklen på 10 grader og trak en anden lige linje.

Det viste sig en sådan trekant.

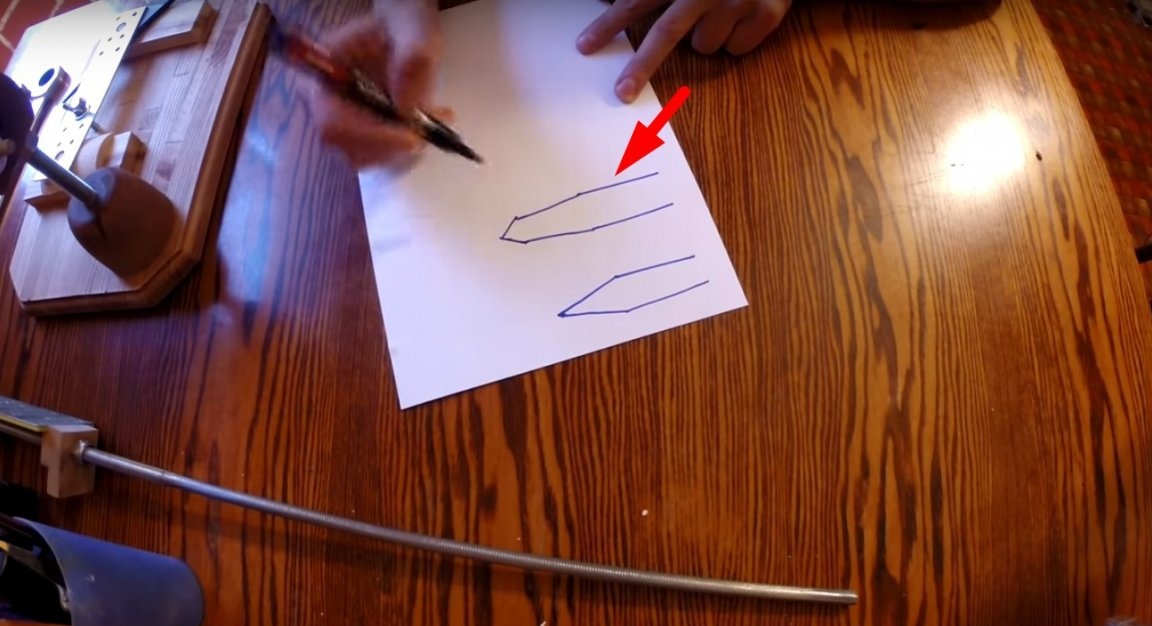
Efter fundet et sted mellem to lige linjer, hvor afstanden er 10 mm.

Og gjorde et mærke.

Så målte jeg denne afstand. (Det er lig med 650 mm.)

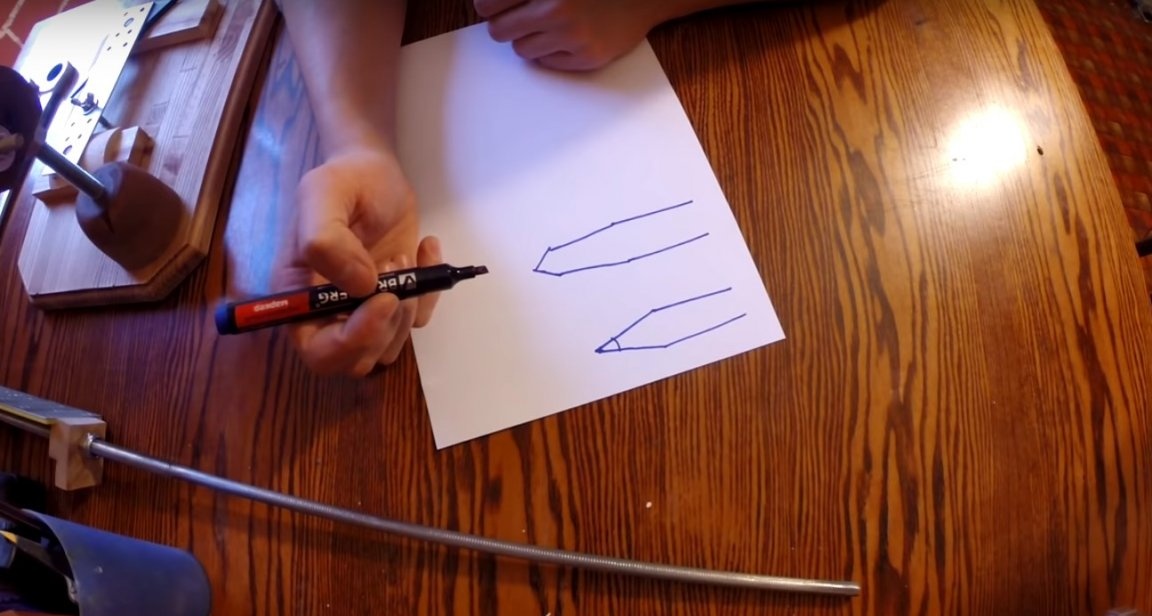
Derefter beregnet han, hvor mange gange denne afstand er større end denne. Og som simpel matematik viste, er forskellen seks og en halv gang.
Så 0. 5 mm af den samlede tykkelse af filen, forfatteren forlader den endelige skærpning af skærekanten.
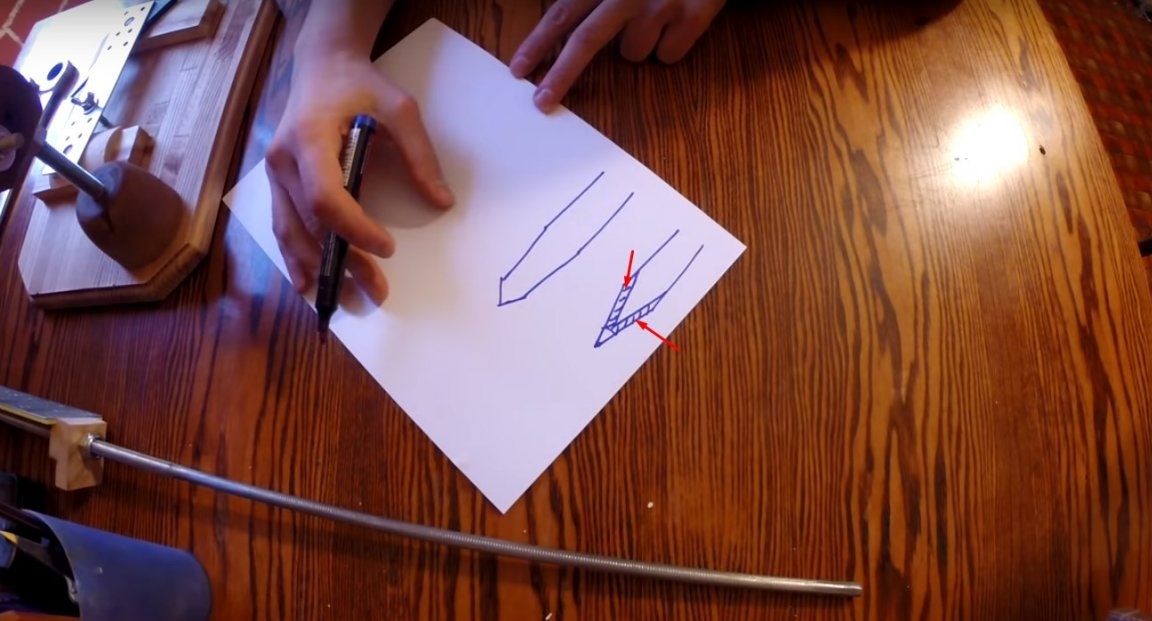
Og de resterende 6 mm, forfatteren syr 3 mm på hver side.

Når han relaterede tegningen på papir til emnet, foretog masteren en beregning, og han malede over den del på emnet, der skulle fjernes med en markør.

Denne metode giver en omtrentlig vinkel, og derfor afhænger forfatteren ikke kun af den. For øvrig hjalp denne metode ikke rigtig mesteren, og han fjernede metallet meget mere, end han planlagde, så nedstigningsvinklen viste sig at være mere blid.

Efter fortsatte med at fjerne overskydende.


Efter halvanden times arbejde med en fil var den ene side klar. Forfatterens nedstigning i sig selv var ikke en lige linje, men lidt i en bue. Det er bare det, at en person ikke er en "automatisk maskine" og fysisk ude af stand til konstant at holde et instrument i en vinkel. Men dette vil ikke påvirke kvaliteten af det færdige værktøj.

Men hvad det ifølge forfatteren er værd at være opmærksom på, burde det være helt lige til denne kant.

Derefter behandlede han den anden side på en lignende måde.

Forfatteren reducerede nedstigningen til ca. 0,7-0,8 mm.

Det næste trin bliver forfatteren nødt til at gøre udskæringshærdningen.

Og så besluttede forfatteren at prøve et emne, betydningen af dette emne er den japanske traditionelle kunst at smede sværd. Der er et udtryk kaldet jamon - en af metoderne til varmebehandling, der gør det muligt at opnå forskellige egenskaber for forskellige sektioner af produktet. Japanske håndværkere bruger en blanding af kulpulver og ler til dette. Og vores helt i sit eksperiment, besluttede at bruge en blanding af cementbaseret kitt. Tilsætning af vand til den tørre blanding lavede forfatteren en opløsning.

Derefter anvendte han den færdige løsning på emnet. Og tilbage i denne form, indtil opløsningen helt tørrer.

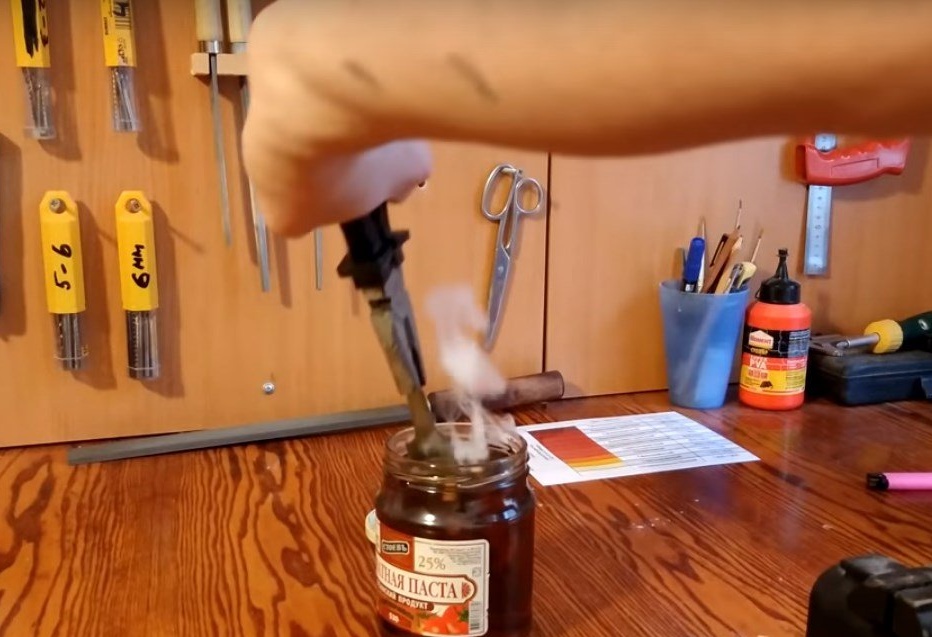
Et par timer senere, når opløsningen er tørret, fortsætter forfatteren til det mest afgørende øjeblik, dette er hærdning af skæret. Forfatteren bliver tempereret i motorolie (det antages, at dette er en mere forsigtig type slukning end slukning i vand.)

Med hensyn til stål siger forfatteren, at ifølge forskellige kilder blev der anvendt forskellige typer stål til fremstilling af sovjetiske filer, såsom: U8, U10, U12, nogle gange endda 9XC legeret.Hvad angår hærdningstemperaturen er det bestemt ikke muligt at gætte, især gælder dette for hærdning derhjemme. Derfor bruger forfatteren et bord "Metalltemperatur efter rød-varm farve". Slukningstemperatur for næsten alt ovennævnte stål ligger i området fra 800 C til 870 C, 9XC har en højere temperatur på 870 C. Alt kulstofpasset bratkøling ved ca. 800 C. Efter denne tabel opvarmer masteren værktøjet til lyser kirsebærrødt.

Det er ikke værd at overophedning, ellers er værktøjet meget skrøbeligt. Opvarmning af metallet til den ønskede farve, det nedsænkes det i olie.

Efter hærdning anbefaler forfatteren kraftigt en ferie. En almindelig husovn er velegnet til dette. Ved at indstille temperaturen til omkring 200 C, skal du derefter sætte kniven i ovnen.

Han lukkede den og forlod den i ca. 25 minutter. Denne procedure vil reducere produktets endelige hårdhed lidt, men på samme tid øger knivens duktilitet og modstand mod tværgående slagbelastning.

I mellemtiden frigives Meisel, forfatteren fremstiller håndtaget. Drejeværktøjets håndtag til et behageligt greb skal være ca. 400 mm langt. Et stykke VVS-beslag, der beskytter håndtaget mod at splitte ved fastgørelsespunktet


I håndtaget på hammeren lavede skibsføreren et hul til skaftets skaft.

Derefter reducerede han let grebet på grebet, det skulle ikke være stort.

Yderligere, med en rasp, fjernede han alle stødene.

Og med sandpapir afsluttede han processen med buler og ruhed.

Efter 25 minutter tog forfatteren et fræser ud af ovnen. Han ventede lidt, mens det afkøles, så forfatteren forstod, rensede forfatteren først klingen med sandpapir.

Efter at han lavede en stærk opløsning af jernchlorid.

Og han ætsede en skærer i den.


Resultatet af forfatteren var ikke så tilfreds. Der er jamon, men det er meget tyndt og helt på kanten af klingen. Og dette bekræfter endnu en gang, at til en god opvarmning af arbejdsemnerne er denne størrelse af gasspray ikke nok.

Nu forfatteren vil fortælle os lidt om måderne til at skærpe. Dette er den nemmeste og mest almindelige måde at skærpe skæreværktøjer derhjemme. Men denne metode er ikke den bedste.
For sit instrument bruger forfatteren en anden, efter hans mening, en bedre måde.
Hvad er fordelene ved den anden slibemetode i forhold til den første? Men faktisk er alt meget enkelt. Hvis du f.eks. Arbejder med et værktøj, spidser spidsen af klingen.
For at gendanne forkant på et værktøj, der blev skærpet på den første måde: du skal fjerne, ikke en lille mængde metal.
Og for at gendanne værktøjet, der er skærpet på anden måde, skal metallet fjernes meget mindre. At slibe en sådan fræser er meget lettere, og også ifølge forfatteren: en skæremaskine, der er skærpet ved hjælp af denne metode, vil være meget stærkere, hvilket betyder, at sandsynligheden for flisning er langt mindre.
Derefter, fra teori, gik forfatteren videre til praksis.

Resultatet af skærpning.


Herefter indsamler mesteren alle detaljerne. Fylder et hul i håndtaget med lim.

Og det lægger lidt lim på ydersiden, hvor et stykke beslag installeres. Han besluttede også at forstærke denne del lidt med wire.


Sæt derefter skaftets skaft i hullet.

For at forhindre, at fræseren afsættes, satte forfatteren små trækiler.

Og lod limet tørre helt.

To dage senere, da limet tørrede godt, dækkede forfatteren håndtaget med en alkoholbejds.

Efter forarbejdning med fint sandpapir.

Og så gennemvædet han godt bakken med mineralolie.


Så med lidt indsats og tålmodighed lavede forfatteren et godt værktøj med egne hænder derhjemme.

Tak til skibsføreren for en god og nyttig hjemmelavet.
Og det er alt for mig. Tak alle sammen, og ses snart!